-
еј•иЁҖ
ASME B18.6.3-2013гҖҠжңәжў°иһәй’үгҖҒиҮӘж”»й’үе’ҢйҮ‘еұһй©ұеҠЁиһәй’үгҖӢдёәзҫҺеӣҪжңәжў°иһәй’үдә§е“ҒеӣҪ家ж ҮеҮҶпјҢиҜҘж ҮеҮҶ规е®ҡдәҶеҗ„з§ҚеӨҙеһӢзҡ„ејҖж§ҪгҖҒеҚҒеӯ—ж§ҪгҖҒж–№ж§ҪгҖҒжў…иҠұж§Ҫзӯүжңәжў°иһәй’үзҡ„йҖҡз”ЁиҰҒжұӮгҖҒе°әеҜёд»ҘеҸҠзү№ж®ҠдҪҚзҪ®зҡ„жөӢйҮҸж–№ејҸгҖӮзӣ®еүҚиҜҘж ҮеҮҶзҡ„дә§е“Ғе°әеҜёеңЁжҳ“зҙ§йҖҡзҪ‘з«ҷдёҠе·ІжңүиҫғдёәиҜҰз»Ҷзҡ„иҜҙжҳҺпјҢдҪҶеңЁе…·дҪ“зҡ„дә§е“ҒиҰҒжұӮдёҠ并жңӘжңүиҜҰз»Ҷзҡ„жҸҸиҝ°пјҢд»ҘдёӢе°ұж ҮеҮҶдёӯеҜ№иҮӘж”»иһәй’үзҡ„йҖҡз”ЁиҰҒжұӮеҒҡдёӘз®ҖеҚ•д»Ӣз»ҚпјҢд»ҘдҫӣеҸӮиҖғпјҢеҰӮиӢҘж–ҮдёӯжңүдёҺиӢұж–ҮеҺҹ件дёҚдёҖиҮҙзҡ„жҸҸиҝ°пјҢеҲҷеә”д»ҘиӢұж–ҮеҺҹ件еҶ…е®№дёәеҮҶгҖӮ -
1.иҮӘж”»иһәй’үзҡ„з§Қзұ»еҸҠеә”з”Ё
жң¬ж ҮеҮҶе’Ңйҷ„еҪ•жүҖж¶өзӣ–зҡ„иҮӘж”»й’үеҢ…жӢ¬жҷ®йҖҡиҮӘж”»иһәй’үпјҲиһәзә№жҲҗеҪўиҮӘж”»иһәй’үпјүгҖҒиҮӘеҲҮиҮӘж”»иһәй’ү(иһәзә№еҲҮеүҠиҮӘж”»иһәй’ү)е’ҢиҮӘжҢӨиҮӘж”»иһәй’үпјҲиһәзә№иҫ—еҲ¶иҮӘж”»иһәй’үпјүгҖӮ
1.1 жҷ®йҖҡиҮӘж”»иһәй’үпјҲиһәзә№жҲҗеҪўиҮӘж”»иһәй’үпјү
жҷ®йҖҡиҮӘж”»иһәй’үпјҲиһәзә№жҲҗеҪўиҮӘж”»иһәй’үпјүдёҖиҲ¬йҖӮз”ЁдәҺе…Ғи®ёжҲ–еёҢжңӣжңүиҫғеӨ§еҶ…еә”еҠӣзҡ„жқҗж–ҷпјҢд»ҘжӯӨжҸҗй«ҳйҳІжқҫжҖ§гҖӮ
1.1.1 ABеһӢе’ҢABRеһӢ
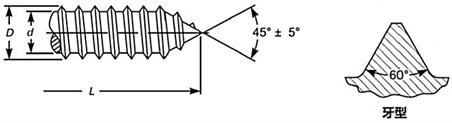
ABеһӢиҮӘж”»иһәй’үзҡ„иһәзә№дёәе®Ҫзүҷиһәзә№пјҲиҮӘж”»иһәзә№пјүпјҢжң«з«Ҝдёәе°–е°ҫгҖӮдё»иҰҒеә”з”ЁдәҺи–„йҮ‘еұһжқҝгҖҒиғ¶еҗҲжқҝе’ҢзҹіжЈүеӨҚеҗҲзү©зӯүгҖӮABеһӢиҮӘж”»иһәй’үе…·жңүе№ҝжіӣзҡ„йҖӮз”ЁжҖ§пјҢеӣ жӯӨиў«жҺЁиҚҗдҪңдёәAеһӢиҮӘж”»иһәй’үзҡ„жӣҝд»ЈеһӢејҸгҖӮеҪ“жң«з«Ҝе°–и§’и®ҫи®ЎдёәеңҶи§’ж—¶пјҢеҲҷз§°дёәABRеһӢгҖӮ
1.1.2 BеһӢе’ҢBPеһӢ

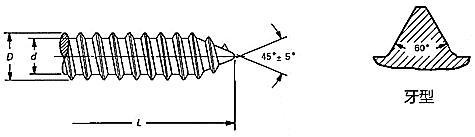
BеһӢиҮӘж”»иһәй’үзҡ„иһәзә№дёәе®Ҫзүҷиһәзә№пјҲиҮӘж”»иһәзә№пјүпјҢжң«з«Ҝдёәе№іе°ҫдё”е…·жңүдёҖж®өдёҚе®Ңж•ҙиһәзә№зҡ„й”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶгҖӮдё»иҰҒеә”з”ЁдәҺи–„йҮ‘еұһжқҝгҖҒжңүиүІйҮ‘еұһ铸件гҖҒеЎ‘ж–ҷгҖҒиғ¶еҗҲжқҝе’ҢзҹіжЈүеӨҚеҗҲзү©зӯүгҖӮ
BPеһӢиҮӘж”»иһәй’үзҡ„иһәзә№дёҺBеһӢдёҖж ·пјҢдё”е…¶жң«з«Ҝдёәе°–е°ҫдё”е°–е°ҫеӨ„жІЎжңүиһәзә№гҖӮдё»иҰҒз”ЁдәҺеҲәз©ҝз»Үзү©жҲ–еҜ№еҮҶиў«иҝһжҺҘ件дёҠзҡ„еӯ”гҖӮ
1.1.3 AеһӢ
AеһӢиҮӘж”»иһәй’үзҡ„иһәи·қжҜ”ABеһӢжӣҙеӨ§пјҢжң«з«Ҝдёәе°–е°ҫгҖӮдё»иҰҒеә”з”ЁдәҺи–„йҮ‘еұһжқҝгҖҒиғ¶еҗҲжқҝе’ҢзҹіжЈүеӨҚеҗҲзү©зӯүгҖӮ
1.1.4 CеһӢ
CеһӢиҮӘж”»иһәй’үзҡ„иһәзә№дёәжңәиһәзә№пјҲзҫҺеӣҪз»ҹдёҖиһәзә№пјүпјҢжң«з«ҜжҳҜе№іе°ҫдё”е…·жңүдёҖж®өдёҚе®Ңж•ҙиһәзә№зҡ„й”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶгҖӮCеһӢиҮӘж”»иһәй’үдёҚйңҖиҰҒжҢүдёҖиҲ¬жңәиһәзә№йӮЈж ·з”Ёиһәзә№йҮҸ规жөӢйҮҸпјҢдҪҶеә”з¬ҰеҗҲ规е®ҡзҡ„е°әеҜёгҖӮз”ұдәҺCеһӢиһәй’үзҡ„еә”з”ЁеңЁеҮҸе°‘пјҢдё”жӢ§е…Ҙжүӯзҹ©иҫғеӨ§пјҢеӣ жӯӨеңЁж–°и®ҫи®ЎдёӯдёҚжҺЁиҚҗйҮҮз”ЁгҖӮ
1.2 иҮӘеҲҮиҮӘж”»еһӢиһәй’үпјҲиһәзә№еҲҮеүҠиҮӘж”»иһәй’үпјү
дёҖиҲ¬з”ЁдәҺдёҚеёҢжңӣдә§з”ҹз ҙеқҸжҖ§еҶ…еә”еҠӣзҡ„жқҗж–ҷпјҢжҲ–з”ЁдәҺи®ӨдёәдҪҝз”ЁдёҖиҲ¬иҮӘж”»иһәй’үжүӯзҹ©иҝҮеӨ§зҡ„еңәеҗҲгҖӮиҝҷз§Қзұ»еһӢзҡ„дё»иҰҒзү№еҫҒжҳҜе…¶жң«з«Ҝе…·жңүеҲҮеүҠеҮ№ж§ҪжҲ–ејҖеҸЈгҖӮеҪ“жӢ§е…Ҙйў„еҲ¶еӯ”ж—¶пјҢеҸҜзұ»дјјдёқй”ҘдёҖж ·пјҢеҲҮеүҠеҮәдёҺд№Ӣй…ҚеҗҲзҡ„еҶ…иһәзә№гҖӮ
1.2.1 BFеһӢе’ҢBTеһӢ
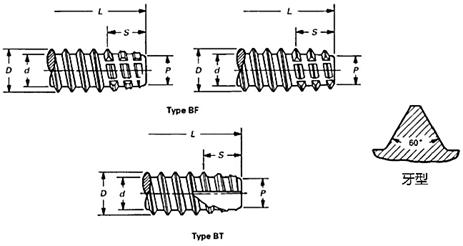
BFеһӢе’ҢBTеһӢиҮӘеҲҮиҮӘж”»иһәй’үзҡ„иһәзә№е’ҢBеһӢдёҖж ·жҳҜе®Ҫзүҷиһәзә№пјҲиҮӘж”»иһәзә№пјүпјҢжң«з«Ҝдёәе№іе°ҫдё”е…·жңүдёҖж®өе®Ңж•ҙжҲ–дёҚе®Ңж•ҙиһәзә№зҡ„й”ҘеҪўйҖҒиҝӣйғЁеҲҶгҖӮBFеһӢзҡ„й”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶзҡ„иһәзә№еҸҜд»ҘжҳҜе®Ңж•ҙиһәзә№жҲ–дёҚе®Ңж•ҙиһәзә№пјҢ并жңүдёҖдёӘжҲ–дёҖдёӘд»ҘдёҠзҡ„еҲҮеүҠеҲғеҸЈе’ҢеҮәеұ‘ж§ҪгҖӮBTеһӢй”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶзҡ„иһәзә№жҳҜдёҚе®Ңж•ҙиһәзә№гҖӮиҝҷдәӣиһәй’үдё»иҰҒз”ЁдәҺеЎ‘ж–ҷгҖҒзҹіжЈүеҲ¶е“Ғе’Ңе…¶д»–зұ»дјјеҲ¶е“ҒгҖӮ
1.2.2 DеһӢгҖҒFеһӢгҖҒGеһӢе’ҢTеһӢ

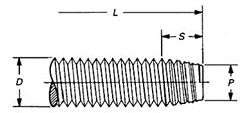
жӯӨзұ»иҮӘж”»иһәй’үзҡ„иһәзә№еқҮдёәжңәиһәзә№пјҲзҫҺеҲ¶з»ҹдёҖиһәзә№пјүпјҢжң«з«Ҝдёәе№іе°ҫдё”е…·жңүдёҖж®өй”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶгҖӮй”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶжңүдёҖдёӘжҲ–еӨҡдёӘеҲҮеүҠеҲғеҸЈе’ҢеҮәеұ‘ж§ҪгҖӮFеһӢзҡ„й”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶеҸҜд»ҘжҳҜе®Ңж•ҙиһәзә№жҲ–дёҚе®Ңж•ҙиһәзә№пјҢе…¶д»–зұ»еһӢйғҪдёәдёҚе®Ңж•ҙиһәзә№гҖӮиҝҷдәӣиҮӘеҲҮиһәй’үзҡ„иһәзә№дёҚйңҖиҰҒжҢүдёҖиҲ¬жңәиһәзә№йӮЈж ·з”Ёиһәзә№йҮҸ规жөӢйҮҸпјҢдҪҶеә”з¬ҰеҗҲ规е®ҡзҡ„е°әеҜёгҖӮжӯӨзұ»иһәй’үдё»иҰҒз”ЁдәҺй“қгҖҒй”Ңе’Ңй“…зҡ„еҺӢ铸件пјҢи–„й’ўжқҝе’ҢеһӢй’ўпјҢй“ёй“ҒпјҢй»„й“ңпјҢеЎ‘ж–ҷзӯүжқҗж–ҷгҖӮ
1.3 иҮӘжҢӨиҮӘж”»иһәй’ү - TRSеһӢ
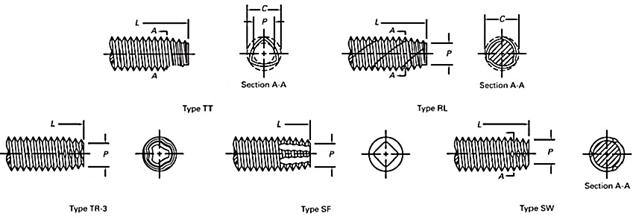
иҮӘжҢӨиһәй’үзҡ„иһәзә№иҝ‘дјјдәҺзҫҺеӣҪз»ҹдёҖиһәзә№пјҢе…·жңүжңәиһәзә№зҡ„вҖңзӣҙеҫ„-иһәи·қвҖқз»„еҗҲпјҢжң«з«Ҝе№іе°ҫдё”е…·жңүдёҖж®өй”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶгҖӮиһәй’үзҡ„жқҶйғЁе’Ң/жҲ–й”ҘеҪўйҖҒиҝӣиһәзә№йғЁеҲҶжңүдёҖдәӣзү№ж®Ҡзҡ„зҺҜзҠ¶жІҹж§ҪпјҢдҪҝеҫ—иһәй’үеңЁеҲҮеүҠеҮәзӣёй…ҚеҗҲзҡ„еҶ…иһәзә№ж—¶дёҚдә§з”ҹеҲҮеұ‘гҖӮ
-
2. иһәзә№еҸҠжң«з«Ҝ
ж ҮеҮҶжүҖеҢ…жӢ¬зҡ„иҮӘж”»иһәй’үпјҢе…¶иһәзә№е’Ңжң«з«Ҝзҡ„иҜҙжҳҺиҜҰи§Ғ第1жқЎгҖӮBгҖҒBPгҖҒBFгҖҒBTгҖҒCгҖҒDгҖҒFгҖҒGе’ҢTRSеһӢиҮӘж”»иһәй’үзҡ„жң«з«Ҝеә”е…·жңүй”ҘеҪўиһәзә№йҖҒиҝӣйғЁеҲҶгҖӮиҜҘйғЁеҲҶиһәзә№зӣҙеҫ„жҜ”жӯЈеёёиһәзә№зӣҙеҫ„зҡ„е°Ҹеҫ„зЁҚе°ҸдёҖдәӣпјҢй•ҝеәҰжҳҜд»Һжң«з«ҜеҲ°з¬¬дёҖжүЈе®Ңж•ҙиһәзә№д№Ӣй—ҙзҡ„и·қзҰ»гҖӮе…ідәҺе…¶д»–з»ҶиҠӮеҸҜжҹҘйҳ…зӣёе…іжң«з«ҜеһӢејҸзҡ„иЎЁж јгҖӮ
-
3. иҮӘж”»иһәй’үзҡ„иһәзә№й•ҝеәҰ
иҮӘж”»иһәй’үзҡ„иһәзә№й•ҝеәҰеә”з¬ҰеҗҲд»ҘдёӢиҰҒжұӮпјҡ
3.1 AеһӢгҖҒABеһӢгҖҒBеһӢгҖҒBFеһӢгҖҒBPеһӢе’ҢBTеһӢ
иЎЁ1. ABгҖҒAгҖҒBгҖҒBFгҖҒBPе’ҢBTеһӢиҮӘж”»иһәй’үиһәзә№й•ҝеәҰ
и§„ж ј
й•ҝеәҰ L
е°ҸдәҺзӯүдәҺ L
еӨ§дәҺ L
е…Ёиһәзә№пјҲж»ЎжүЈпјү
йғЁеҲҶиһәзә№пјҲеҚҠжүЈпјү
AеһӢ
ABеһӢгҖҒBеһӢгҖҒBFеһӢгҖҒBPеһӢе’ҢBTеһӢ
AеһӢгҖҒABеһӢгҖҒBеһӢгҖҒBFеһӢгҖҒBPеһӢе’ҢBTеһӢ
Y max в‘
Y max в‘
LT min в‘Ў
0#
7/16
0.025
0.021
0.360
1#
9/16
0.031
0.024
0.440
2#
5/8
0.031
0.031
0.520
3#
3/4
0.036
0.036
0.590
4#
13/16
0.042
0.042
0.670
5#
15/16
0.050
0.050
0.750
6#
1
0.056
0.050
0.830
7#
11/8
0.062
0.053
0.910
8#
11/4
0.067
0.056
0.980
10#
13/8
0.083
0.062
1.140
12#
15/8
0.091
0.071
1.300
14#
13/4
0.100
1.450
1/4
13/16
0.071
1.500
16#
13/16
0.100
1.500
18#
13/16
0.111
1.500
5/16
13/16
0.083
1.500
20#
17/8
0.111
1.500
24#
17/8
0.111
1.500
3/8
17/8
0.083
1.500
7/16
17/8
0.100
1.500
1/2
17/8
0.100
1.500
в‘ Y вҖ”вҖ” еӨҙдёӢж— иһәзә№й•ҝеәҰпјҲиӮ©и·қпјүзӯүдәҺ1еҖҚиһәи·қпјҢзІҫзЎ®еҲ°е°Ҹж•°еҗҺдёүдҪҚгҖӮ
в‘Ў LT вҖ”вҖ” иһәзә№й•ҝеәҰгҖӮ0#~14#зҡ„иһәзә№й•ҝеәҰжҢүиһәй’үе…¬з§°зӣҙеҫ„зҡ„6еҖҚи®Ўз®—пјҢзІҫзЎ®еҲ°е°Ҹж•°еҗҺдёӨдҪҚгҖӮ
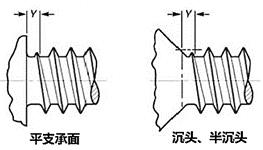
иҝҷдәӣиҮӘж”»иһәй’үзҡ„иһәзә№еқҮдёәе®Ҫзүҷиһәзә№пјҲиҮӘж”»иһәзә№пјүгҖӮиһәй’үе…¬з§°й•ҝеәҰе°ҸдәҺжҲ–зӯүдәҺиЎЁдёӯвҖңй•ҝеәҰLвҖқж—¶пјҢе®Ңж•ҙиһәзә№еә”е°ҪеҸҜиғҪеҠ е·ҘеҲ°еӨҙдёӢпјҲеҚіе…Ёиһәзә№пјүгҖӮеңЁеӨҙдёӢYиҢғеӣҙеҶ…пјҢеә”дҝқиҜҒиһәзә№е°Ҹеҫ„еңЁи§„е®ҡзҡ„жһҒйҷҗе°әеҜёеҶ…гҖӮиһәй’үе…¬з§°й•ҝеәҰеӨ§дәҺиЎЁдёӯвҖңй•ҝеәҰLвҖқж—¶пјҢеҰӮиӢҘе®ўжҲ·жІЎжңүиҰҒжұӮпјҢжңҖе°Ҹе®Ңж•ҙиһәзә№й•ҝеәҰжҢүиЎЁдёӯLTеҲ—зҡ„规е®ҡгҖӮ
3.2 CгҖҒDгҖҒGгҖҒTе’ҢTRSеһӢ
иЎЁ2. CгҖҒDгҖҒFгҖҒGгҖҒTе’ҢTRSеһӢиҮӘж”»иһәй’үиһәзә№й•ҝеәҰ
и§„ж ј
е…Ёиһәзә№пјҲж»ЎжүЈпјү
йғЁеҲҶиһәзә№пјҲеҚҠжүЈпјү
иһәй’үе…¬з§°
й•ҝеәҰеӨҙдёӢж— иһәзә№й•ҝеәҰпјҲиӮ©и·қпјү
иһәй’үе…¬з§°
й•ҝеәҰеӨҙдёӢж— иһәзә№й•ҝеәҰпјҲиӮ©и·қпјү
е®Ңж•ҙиһәзә№й•ҝеәҰпјҲжүЈй•ҝпјү
Y max. в‘
Y max. в‘Ў
иһәй’үе…¬з§°
й•ҝеәҰLT min. в‘ў
вүӨ
зІ—зүҷ
з»Ҷзүҷ
пјһ
вүӨ
зІ—зүҷ
з»Ҷзүҷ
пјһ
2#
1/4
0.018
0.016
1/4
5/8
0.036
0.032
5/8
0.520
3#
5/16
0.021
0.018
5/16
3/4
0.042
0.036
3/4
0.590
4#
11/32
0.025
0.021
11/32
7/8
0.050
0.042
7/8
0.670
5#
3/8
0.025
0.023
3/8
1
0.050
0.046
1
0.750
6#
13/32
0.031
0.025
13/32
11/16
0.062
0.050
11/16
0.830
8#
1/2
0.031
0.028
1/2
13/16
0.062
0.056
13/16
0.980
10#
9/16
0.042
0.031
9/16
13/8
0.083
0.062
13/8
1.140
12#
5/8
0.042
0.036
5/8
19/16
0.083
0.071
19/16
1.300
1/4
3/4
0.050
0.036
3/4
113/16
0.100
0.071
113/16
1.500
5/16
15/16
0.056
0.042
15/16
17/8
0.111
0.083
17/8
1.500
3/8
11/8
0.062
0.042
11/8
2
0.125
0.083
2
1.500
7/16
15/16
0.071
0.050
15/16
2
0.143
0.100
2
1.500
1/2
11/2
0.077
0.050
11/2
2
0.154
0.100
2
1.500
в‘ Y вҖ”вҖ” еӨҙдёӢж— иһәзә№й•ҝеәҰпјҲиӮ©и·қпјүзӯүдәҺ1еҖҚиһәи·қпјҢзІҫзЎ®еҲ°е°Ҹж•°еҗҺдёүдҪҚгҖӮ
в‘Ў Y вҖ”вҖ” еӨҙдёӢж— иһәзә№й•ҝеәҰпјҲиӮ©и·қпјүзӯүдәҺ2еҖҚиһәи·қпјҢзІҫзЎ®еҲ°е°Ҹж•°еҗҺдёүдҪҚгҖӮ
в‘ў LTвҖ”вҖ” иһәзә№й•ҝеәҰгҖӮ2#~12#зҡ„иһәзә№й•ҝеәҰжҢүиһәй’үе…¬з§°зӣҙеҫ„зҡ„6еҖҚи®Ўз®—пјҢзІҫзЎ®еҲ°е°Ҹж•°еҗҺдёӨдҪҚгҖӮ
иҝҷдәӣиҮӘж”»иһәй’үзҡ„иһәзә№еқҮдёәжңәжў°иһәзә№пјҲз»ҹдёҖиһәзә№пјүгҖӮиһәй’үе…¬з§°й•ҝеәҰеңЁиЎЁ2ж»ЎжүЈпјҲе…Ёиһәзә№пјүиҢғеӣҙеҶ…ж—¶пјҢеә”е°ҪеҸҜиғҪе°Ҷиһәзә№еҠ е·ҘеҲ°еӨҙдёӢпјҲеҚіе…Ёиһәзә№пјүгҖӮж— иһәзә№й•ҝеәҰYеә”е°ҪеҸҜиғҪзҹӯгҖӮжөӢйҮҸж—¶еә”е№іиЎҢдәҺиһәзә№иҪҙзәҝпјҢд»Һж”ҜжүҝйқўжөӢйҮҸиҮі3Aзә§йҖҡз«Ҝиһәзә№зҺҜ规з«Ҝйқўзҡ„и·қзҰ»пјҲжӯӨзҺҜ规еә”ж— еҶ…еҖ’и§’жҲ–жІүеӨҙеӯ”пјүгҖӮжөӢйҮҸж—¶еә”е°ҶзҺҜ规用жүӢжӢ§е…Ҙиһәй’үпјҢиҖҢдё”еә”е°ҪйҮҸжӢ§зҙ§пјҢеҪ“иһәй’үй•ҝеәҰеӨ§дәҺиЎЁ2дёӯ规е®ҡзҡ„й•ҝеәҰж—¶пјҢеҰӮиӢҘе®ўжҲ·жІЎжңүиҰҒжұӮпјҢжңҖе°Ҹе®Ңж•ҙиһәзә№й•ҝеәҰжҢүиЎЁ2дёӯLTеҲ—зҡ„规е®ҡгҖӮ
3.3 FеһӢ

FеһӢиҮӘж”»иһәй’үзҡ„иһәзә№дёәжңәжў°иһәзә№пјҲз»ҹдёҖиһәзә№пјүгҖӮиһәй’үе…¬з§°й•ҝеәҰеңЁиЎЁ2ж»ЎжүЈпјҲе…Ёиһәзә№пјүиҢғеӣҙеҶ…ж—¶пјҢеә”е°ҪеҸҜиғҪе°Ҷиһәзә№еҠ е·ҘеҲ°еӨҙдёӢпјҲеҚіе…Ёиһәзә№пјүгҖӮеңЁеӨҙдёӢYиҢғеӣҙеҶ…пјҢеә”дҝқиҜҒиһәзә№е°Ҹеҫ„еңЁи§„е®ҡзҡ„жһҒйҷҗе°әеҜёеҶ…гҖӮеҪ“иһәй’үй•ҝеәҰеӨ§дәҺиЎЁ2дёӯ规е®ҡзҡ„й•ҝеәҰж—¶пјҢеҰӮиӢҘе®ўжҲ·жІЎжңүиҰҒжұӮпјҢжңҖе°Ҹе®Ңж•ҙиһәзә№й•ҝеәҰжҢүиЎЁ2дёӯLTеҲ—зҡ„规е®ҡгҖӮ
-
4. иҮӘж”»иһәй’үзҡ„жқҶйғЁзӣҙеҫ„пјҲе…үжқҶзӣҙеҫ„пјү
4.1 йҷӨзІҫж•ҙеӨҙеһӢпјҲTrim headпјүеӨ–пјҢABгҖҒAгҖҒBгҖҒBFгҖҒBPе’ҢBTеһӢиҮӘж”»иһәй’үзҡ„е…үжқҶзӣҙеҫ„еә”ж—ўдёҚе°ҸдәҺиһәзә№е°Ҹеҫ„жңҖе°ҸеҖјпјҢд№ҹдёҚеӨ§дәҺиһәзә№еӨ§еҫ„жңҖеӨ§еҖјгҖӮ
дёҚжҳҜе…Ёиһәзә№зҡ„зІҫж•ҙеӨҙеһӢпјҲTrim headпјүиҮӘж”»иһәй’үпјҢеңЁеӨҙйғЁдёӢеә”е…·жңүй•ҝеәҰжңҖе°Ҹдёә0.062inзҡ„иҪҙиӮ©гҖӮиҪҙиӮ©зӣҙеҫ„жһҒйҷҗе°әеҜёиҜҰи§Ғзӣёеә”дә§е“Ғе°әеҜёиЎЁгҖӮж №жҚ®еҲ¶йҖ е•ҶйҖүжӢ©пјҢеҸҜд»Ҙе°ҶиҪҙиӮ©д»ҺеӨҙйғЁдёӢж–№дёҖзӣҙ延伸еҲ°иһәзә№гҖӮ
4.2 йҷӨзІҫж•ҙеӨҙеһӢпјҲTrim headпјүеӨ–пјҢCгҖҒDгҖҒFгҖҒGгҖҒTе’ҢTRSеһӢиҮӘж”»иһәй’үзҡ„е…үжқҶзӣҙеҫ„еә”ж—ўдёҚе°ҸдәҺз»ҹдёҖиһәзә№2Aзә§дёӯеҫ„жңҖе°ҸеҖјпјҢд№ҹдёҚеӨ§дәҺиһәзә№еӨ§еҫ„жңҖеӨ§еҖјгҖӮ
дёҚжҳҜе…Ёиһәзә№зҡ„зІҫж•ҙеӨҙеһӢпјҲTrim headпјүиҮӘж”»иһәй’үпјҢеңЁеӨҙйғЁдёӢеә”е…·жңүй•ҝеәҰжңҖе°Ҹдёә0.062inзҡ„иҪҙиӮ©гҖӮиҪҙиӮ©зӣҙеҫ„жһҒйҷҗе°әеҜёиҜҰи§Ғзӣёеә”дә§е“Ғе°әеҜёиЎЁгҖӮж №жҚ®еҲ¶йҖ е•ҶйҖүжӢ©пјҢеҸҜд»Ҙе°ҶиҪҙиӮ©д»ҺеӨҙйғЁдёӢж–№дёҖзӣҙ延伸еҲ°иһәзә№гҖӮ -
5. иҮӘж”»иһәй’үзҡ„й•ҝеәҰ
5.1 иһәй’үе…¬з§°й•ҝеәҰеә”е№іиЎҢдәҺиһәй’үиҪҙзәҝжөӢйҮҸгҖӮеҜ№дәҺж”Ҝжүҝйқўдёәе№ійқўзҡ„иһәй’үпјҢеә”д»ҺжқҶйғЁжң«з«ҜжөӢйҮҸеҲ°ж”ҜжүҝйқўгҖӮеҜ№дәҺжІүеӨҙиһәй’үпјҢеә”д»ҺжқҶйғЁжң«з«ҜжөӢйҮҸеҲ°еӨҙйғЁйЎ¶йқўгҖӮеҜ№дәҺеҚҠжІүеӨҙиһәй’үпјҢе…¶е…¬з§°й•ҝеәҰеә”е№іиЎҢдәҺиһәй’үиҪҙзәҝгҖҒд»ҺжқҶйғЁжң«з«ҜжөӢйҮҸеҲ°еӨҙйғЁйЎ¶йқўдёҺеӨҙйғЁзӣҙеҫ„зӣёдәӨеӨ„гҖӮеҚҠжІүеӨҙиһәй’үзҡ„жҖ»й•ҝеәҰL0и®Ўз®—е…¬ејҸдёәпјҡ
L0 = L + C (L:еҚҠжІүеӨҙиһәй’үе…¬з§°й•ҝеәҰ CпјҡеҚҠжІүеӨҙиһәй’үеӨҙйғЁеңҶеј§й«ҳеәҰ)
-
6. иҮӘж”»иһәй’үзҡ„й•ҝеәҰе…¬е·®
д»ҘдёӢй•ҝеәҰе…Ғе·®йҖӮз”ЁдәҺеҚҠжІүеӨҙеӨҙеһӢзҡ„жҖ»й•ҝеәҰL0е’Ңе…¶д»–еӨҙеһӢзҡ„е…¬з§°й•ҝеәҰLпјҡ
6.1 AгҖҒABе’ҢBPеһӢпјҡ
иһәй’үе…¬з§°й•ҝеәҰпјҲinпјү
е…¬е·®пјҲinпјү
вүӨ 1
Вұ0.03
пјһ 1
Вұ0.05
6.2 BгҖҒBFгҖҒBTгҖҒCгҖҒDгҖҒFгҖҒGгҖҒTе’ҢTRSеһӢпјҡ
иһәй’үе…¬з§°й•ҝеәҰпјҲinпјү
е…¬е·®пјҲinпјү
вүӨ 3/4
-0.03
3/4 ~ 11/2
-0.05
пјһ 11/2
-0.06
жіЁпјҡиҮӘж”»иһәй’үй•ҝеәҰеўһйҮҸпјҡ
е…¬з§°й•ҝеәҰ вүӨ 1/2inпјҢй•ҝеәҰеўһйҮҸдёә1/16inпјӣ
1/2in пјң е…¬з§°й•ҝеәҰ вүӨ 11/2inпјҢй•ҝеәҰеўһйҮҸдёә1/4inпјӣ
11/2in пјң е…¬з§°й•ҝеәҰ вүӨ 3in пјҢй•ҝеәҰеўһйҮҸдёә1/2inгҖӮ
-
7. иҮӘж”»иһәй’үзҡ„зӣҙзәҝеәҰ
иҮӘж”»иһәй’үзӣҙзәҝеәҰжЈҖйӘҢеә”жҢүASME B18.2.9ж ҮеҮҶзҡ„规е®ҡгҖӮ
е…¬з§°й•ҝеәҰ вүӨ 12in ж—¶пјҢзӣҙзәҝеәҰе…¬е·®дёә0.006in/inпјӣ
12in пјң е…¬з§°й•ҝеәҰ вүӨ 24inж—¶пјҢзӣҙзәҝеәҰе…¬е·®дёә0.008in/inгҖӮ
-
8. жқҗж–ҷ
8.1 зўій’ў иҮӘж”»иһәй’үйҖҡеёёз”ЁдҪҺзўій’ўз»ҸиЎЁйқўзЎ¬еҢ–д»Ҙ满足规иҢғдёӯ规е®ҡзҡ„жҖ§иғҪиҰҒжұӮгҖӮеҲ¶йҖ е•ҶеҸҜйҖүжӢ©й•Үйқҷй’ўжҲ–еҚҠй•Үйқҷй’ўпјҢдҪҶдёҚиғҪжҳҜжІёи…ҫй’ўгҖӮ
и§„ж ј
CпјҲ%пјү
MnпјҲ%пјү
вүӨ4#
0.11~0.27
0.57~1.71
пјһ5#
0.13~0.27
0.64~1.71
жіЁпјҡжқҗж–ҷеә”з¬ҰеҗҲSAE J933ж ҮеҮҶзҡ„规е®ҡгҖӮ
8.1.1 иҠҜйғЁзЎ¬еәҰ иҮӘж”»иһәй’үиҠҜйғЁзЎ¬еәҰдёәпјҡ28~38HRCгҖӮзЎ¬еәҰеә”дёҚи¶…иҝҮжңҖеӨ§еҖјпјҢдёәдәҶзЎ®дҝқеңЁе®үиЈ…е’ҢдҪҝз”ЁдёӯдёҚеҸ‘з”ҹи„Ҷж–ӯпјҢиҠҜйғЁзЎ¬еәҰжңҖеӨ§еҖјжңҖеҘҪдёҚиҰҒи¶…иҝҮ36HRCгҖӮ
8.1.2 иЎЁйқўзЎ¬еәҰ иҮӘж”»иһәй’үиЎЁйқўзЎ¬еәҰеә”вүҘ45HRCгҖӮ
8.1.3 иЎЁйқўжё—зўіеұӮж·ұеәҰ еңЁжЈҖйӘҢиҮӘж”»иһәй’үиЎЁйқўжё—зўіеұӮж·ұеәҰж—¶еә”ж №жҚ®SAE J423ж ҮеҮҶжЈҖжөӢпјҢеңЁиЎЁйқўзЎ¬еәҰдёҚи¶…иҝҮ42HRCзҡ„еүҚжҸҗдёӢпјҢе…¶ж·ұеәҰеә”з¬ҰеҗҲдёӢиЎЁпјҡ
е…¬з§°е°әеҜё
жё—зўіеұӮж·ұеәҰпјҲinпјү
жңҖе°ҸеҖј
жңҖеӨ§еҖј
2#~6#
0.002
0.007
8#~10#
0.004
0.009
вүҘ1/4
0.005
0.011
8.2 е…¶д»–жқҗж–ҷ иӢҘжңүжҢҮе®ҡпјҢиҮӘж”»иһәй’үд№ҹеҸҜд»Ҙз”Ёе…¶д»–жқҗж–ҷеҲ¶йҖ гҖӮжқҗж–ҷе’ҢжҖ§иғҪеә”з”ұдҫӣйңҖеҸҢж–№еҗҢж„ҸгҖӮ
-
9. иЎЁйқўеӨ„зҗҶ
иӢҘж— е…¶д»–иҰҒжұӮпјҢиҮӘж”»иһәй’үеә”д»ҘдёҚж¶ӮдёҚй•Җзҡ„иҮӘ然еҠ е·ҘзҠ¶еҶөдҫӣиҙ§гҖӮеҪ“иҰҒжұӮз”өй•Җж—¶пјҢеә”жҢүз…§ASTM F1941ж ҮеҮҶзҡ„规е®ҡжү§иЎҢгҖӮеҪ“иҰҒжұӮе…¶д»–зҡ„иЎЁйқўеӨ„зҗҶж—¶пјҢдҫӣйңҖеҸҢж–№еә”е°ұеҗ„з§ҚиҰҒжұӮпјҲеҰӮеҮ№йҷ·еЎ«е……гҖҒиһәзә№еҗҲж јзҺҮзӯүпјү
TRSеһӢиҮӘж”»иһәй’үеңЁз”өй•ҖеҗҺе…¶иЎЁйқўеҝ…йЎ»жңүйўқеӨ–зҡ„ж¶Ұж»‘еӨ„зҗҶпјҢжҜ”еҰӮж¶ӮиңЎгҖӮ -
10. еҠ е·ҘиҙЁйҮҸ
иҮӘж”»иһәй’үдёҚеә”жңүиҜёеҰӮйЈһиҫ№гҖҒиЈӮзә№гҖҒжқЎз—•гҖҒж°§еҢ–зҡ®зӯүеҪұе“Қе…¶жҖ§иғҪзҡ„иЎЁйқўзјәйҷ·гҖӮ -
11. жҖ§иғҪиҜ•йӘҢ
зўій’ўиҮӘж”»иһәй’үзҡ„еҸҜжҺҘеҸ—жҖ§еә”еңЁз»ҸиҝҮдёӢеҲ—规е®ҡзҡ„жөӢиҜ•еҗҺзЎ®е®ҡгҖӮ
11.1 жӢ§е…ҘжҖ§иғҪиҜ•йӘҢ
йҷӨBFеһӢе’ҢBTеһӢиҮӘж”»иһәй’үеӨ–пјҢжүҖжңүиҮӘж”»иһәй’үеә”иғҪжӢ§е…ҘиЎЁ3规е®ҡзҡ„ж ҮеҮҶиҜ•йӘҢжқҝгҖӮ
иҮӘж”»иһәй’үжӢ§е…ҘиҜ•йӘҢжқҝеҗҺеә”иғҪеҪўжҲҗжҲ–еҲҮеүҠеҮәдёҺд№Ӣй…ҚеҗҲзҡ„иһәзә№пјҢзӣҙеҲ°й”ҘеҪўиһәзә№жң«з«Ҝе®Ңе…ЁйҖҡиҝҮиҜ•йӘҢжқҝдёәжӯўгҖӮиһәй’үзҡ„жң«з«ҜеҸҠиһәзә№дёҚеә”жңүд»»дҪ•еҸҳеҪўгҖӮ
иЎЁ3дёӯ规е®ҡзҡ„йў„еҲ¶еӯ”зӣҙеҫ„еҺҹжҳҜжҢүиҜ•йӘҢжҷ®йҖҡпјҲдёҚж¶ӮдёҚй•Җпјүиһәй’үзЎ®е®ҡзҡ„пјҢйҡҸеҗҺзҡ„з»ҸйӘҢиЎЁжҳҺпјҢиҝҷдәӣеӯ”еҫ„е°әеҜёд№ҹйҖӮз”ЁдәҺеӨ§еӨҡж•°е·ҘдёҡиЎЁйқўеӨ„зҗҶзҡ„иһәй’үгҖӮ然иҖҢпјҢжңүдәӣдҝқжҠӨеұӮе°Өе…¶жҳҜеҺҡж¶ӮпјҲй•ҖпјүеұӮпјҢдјҡж”№еҸҳиһәй’үзҡ„жҖ§иғҪзү№жҖ§гҖӮеҰӮжһңжңүиҝҷзұ»дҝқжҠӨеұӮзҡ„иһәй’үжңӘиғҪйҖҡиҝҮиҜ•йӘҢпјҢеә”еҺ»жҺүдҝқжҠӨеұӮпјҢ并зғҳзғӨе’Ңж¶ӮдёҠж¶Ұж»‘жІ№пјҢеңЁжҷ®йҖҡиЎЁйқўзҠ¶жҖҒдёӢйҮҚж–°иҜ•йӘҢгҖӮеҰӮжһңиһәй’үжҢүдёҠиҝ°ж–№жі•еӨ„зҗҶеҗҺйҖҡиҝҮдәҶиҜ•йӘҢпјҢеҲҷеҸҜзЎ®и®ӨеҗҲж јпјҢиҖҢеӣ дҝқжҠӨеұӮеј•иө·зҡ„й—®йўҳпјҢйңҖз”ұдҫӣйңҖеҸҢж–№еҚҸе•Ҷи§ЈеҶігҖӮиӢҘиһәй’үжҳҜеңЁдәӨд»ҳз»ҷд№°ж–№еҗҺиҝӣиЎҢз”өй•ҖпјҢжҲ–иһәй’үзҡ„з”өй•Җз”ұд№°ж–№жҺ§еҲ¶дёӢиҝӣиЎҢзҡ„пјҢеҲҷиһәй’үеҲ¶йҖ е•ҶдёҚеҜ№з”өй•ҖйҖ жҲҗзҡ„ж•…йҡңиҙҹиҙЈгҖӮ
иЎЁ3 иҮӘж”»иһәй’үжӢ§е…ҘжҖ§иғҪиҜ•йӘҢз”Ёж ҮеҮҶиҜ•йӘҢжқҝеҺҡеәҰе’Ңеӯ”еҫ„
иһәй’ү
и§„ж јеҺҡеәҰ
еӯ”зҡ„е°әеҜё
ABгҖҒAгҖҒBгҖҒBPе’ҢCеһӢ
DгҖҒFгҖҒGе’ҢTеһӢ
TRSеһӢ
AеһӢ
ABгҖҒBе’ҢBPеһӢ
CеһӢ
DгҖҒFгҖҒGе’ҢTеһӢ
TRSеһӢ
зІ—зүҷ
з»Ҷзүҷ
зІ—зүҷ
з»Ҷзүҷ
зІ—зүҷ
з»Ҷзүҷ
и§„ж ј
жңҖеӨ§еҖј
жңҖе°ҸеҖј
жңҖеӨ§еҖј
жңҖе°ҸеҖј
жңҖеӨ§еҖј
жңҖе°ҸеҖј
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
й’»еӨҙ
и§„ж јеӯ”еҫ„
2#
18
0.0500
0.0460
0.0800
0.0760
0.1270
0.1230
48#
0.0760
48#
0.0760
48#
0.0760
48#
0.0760
49#
0.0730
1.90mm
0.075
3#
18
0.0500
0.0460
0.0960
0.0920
0.1270
0.1230
46#
0.0810
46#
0.0810
44#
0.0860
43#
0.0890
46#
0.0810
2.20mm
0.087
4#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
44#
0.0860
44#
0.0860
41#
0.0960
40#
0.0980
41#
0.0960
40#
0.098
5#
18
0.0500
0.0460
0.1110
0.1070
0.1270
0.1230
36#
0.1065
36#
0.1065
35#
0.1100
35#
0.1100
37#
0.1010
35#
0.11
6#
14
0.0770
0.0730
0.1425
0.1385
0.1270
0.1230
32#
0.1165
32#
0.1165
31#
0.1200
1/8
0.1250
31#
0.1200
31#
0.12
7#
14
0.0770
0.0730
30#
0.1285
30#
0.1285
8#
14
0.0770
0.0730
0.1420
0.1380
0.1905
0.1845
29#
0.1360
29#
0.1360
27#
0.1440
26#
0.1470
26#
0.1470
26#
0.147
10#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
21#
0.1590
21#
0.1590
19#
0.1660
11/64
0.1719
17#
0.1730
16#
0.1770
19#
0.166
11/64
0.172
12#
1/8
0.1270
0.1230
0.1905
0.1845
0.1905
0.1845
3/16
0.1875
3/16
0.1875
11#
0.1910
10#
0.1935
8#
0.1990
11#
0.191
14#
1/8
0.1270
0.1230
5.5mm
0.2165
1/4
3/16
0.1905
0.1845
0.2530
0.2470
0.2540
0.2460
5.5mm
0.2165
7/32
0.2188
1
0.2280
1
0.2280
A
0.2340
O
0.219
16#
3/16
0.1905
0.1845
B
0.2380
18#
3/16
0.1905
0.1845
G
0.2610
5/16
3/16
0.1905
0.1845
0.3155
0.3095
0.3175
0.3075
I
0.2720
J
0.2770
L
0.2900
L
0.2900
M
0.2950
J
0.277
20#
3/16
0.1905
0.1845
L
0.2900
24#
3/16
0.1905
0.1845
11/32
0.3438
3/8
3/16
0.1905
0.1845
0.3780
0.3720
0.3800
0.3700
21/64
0.3281
R
0.3390
11/32
0.3438
T
0.3580
T
0.3580
R
0.339
7/16
3/16
0.1905
0.1845
0.4425
0.4325
13/32
0.4062
10.0mm
0.394
1/2
3/16
0.1905
0.1845
0.5050
0.4950
15/32
0.4688
0.456
11.2 TRSеһӢжӢ§е…Ҙжүӯзҹ©иҜ•йӘҢ
иЎЁ4 TRSеһӢиҮӘж”»иһәй’үжңҖеӨ§жӢ§е…Ҙжүӯзҹ©
иһәй’үи§„ж ј
иһәй’үзӣҙеҫ„
TRSеһӢжңҖеӨ§жӢ§е…Ҙжүӯзҹ©
in-lb
ft-lb
2-56
0.8600
6
3-48
0.0990
9.5
4-40
0.1120
13
5-40
0.1250
16
6-32
0.1380
20
8-32
0.1640
32
10-24
0.1900
52
10-32
0.1900
60
12-24
0.2120
77
1/4-20
0.2500
120
10
5/16-18
0.3125
240
20
3/8-16
0.3750
300
25
7/16-14
0.4375
480
40
1/2-13
0.5000
660
55
жіЁпјҡиҝҷдәӣжҳҜжӢ§е…ҘжңҖеӨ§еҖјпјҢдёҚз®Ўйӣ¶д»¶дёҠжңүжІЎжңүй•ҖеұӮгҖӮ
дҪҝз”ЁTRSеһӢиҮӘж”»иһәй’үиҝӣиЎҢжӢ§е…ҘиҜ•йӘҢж—¶пјҢеә”и®°еҪ•жӢ§е…Ҙй”ҘеҪўиһәзә№йғЁеҲҶе®Ңе…Ёз©ҝиҝҮиҜ•йӘҢжқҝзҡ„жңҖеӨ§жүӯзҹ©пјҢж— и®әиһәй’үзҡ„иЎЁйқўеӨ„зҗҶжҲ–ж¶ӮеұӮеҰӮдҪ•пјҢеқҮдёҚеҫ—и¶…иҝҮиЎЁ4жүҖзӨәзҡ„ж•°еҖјгҖӮжӢ§е…Ҙиһәй’үзҡ„йҖҹеәҰдёҚеҫ—и¶…иҝҮжҜҸеҲҶй’ҹ500иҪ¬пјҲrpmпјүгҖӮеҰӮжңүдәүи®®пјҢеә”дҪҝз”ЁжҜҸеҲҶй’ҹ30иҪ¬зҡ„йҖҹеәҰиҝӣиЎҢеҲӨе®ҡгҖӮ
11.3 жүӯиҪ¬ејәеәҰиҜ•йӘҢ
иЎЁ5 иҮӘж”»иһәй’үжңҖе°Ҹз ҙеқҸжүӯзҹ©
иһәй’үи§„ж ј
жңҖе°Ҹз ҙеқҸжүӯзҹ©пјҢlb-in
AеһӢ
ABгҖҒBгҖҒBFгҖҒBPе’ҢBTеһӢ
CгҖҒDгҖҒFгҖҒGе’ҢTеһӢ
TRSеһӢ
зІ—зүҷ
з»Ҷзүҷ
зІ—зүҷ
з»Ҷзүҷ
2#
4
4
5
6
6
3#
9
9
9
10
10
4#
12
13
13
15
14
5#
18
18
18
20
22
6#
24
24
23
27
24
7#
30
30
8#
39
39
42
47
48
10#
48
56
56
74
65
74
12#
83
88
93
108
93
14#
125
1/4
142
140
179
156
16#
152
18#
196
5/16
290
306
370
330
20#
250
24#
492
3/8
590
560
710
600
7/16
620
700
820
840
1/2
1020
1075
1285
1080
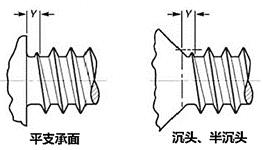
иһәй’үеҝ…йЎ»дҪҝз”ЁйҖӮеҪ“зҡ„ж–№ејҸзүўеӣәеӨ№зҙ§пјҢдҪҝиһәзә№зҡ„еӨ№зҙ§йғЁеҲҶдёҚеҸ—жҚҹдјӨпјҢиҮіе°‘еңЁеӨ№е…·дёҠж–№иҮіе°‘з•ҷжңүдёӨжүЈе®Ңж•ҙиһәзә№пјҢеңЁеӨ№е…·еҶ…д№ҹиҮіе°‘еӣәе®ҡдёӨжүЈе®Ңж•ҙиһәзә№пјҲдёҚеҢ…жӢ¬жң«з«ҜгҖҒе®№еұ‘ж§ҪжҲ–зӢӯж§ҪпјүгҖӮпјҲеҸҜдҪҝз”ЁзӣІеӯ”д»Јжӣҝиһәзә№еӨ№зҙ§иЈ…зҪ®пјҢдҪҶеӯ”зҡ„ж·ұеәҰеҝ…йЎ»зЎ®дҝқз ҙеқҸеҸ‘з”ҹеңЁжң«з«ҜгҖҒе®№еұ‘ж§ҪжҲ–зӢӯж§Ҫд»ҘеӨ–зҡ„ең°ж–№гҖӮпјүз”Ёж ЎеҮҶеҗҲж јзҡ„жүӯзҹ©жөӢйҮҸиЈ…зҪ®еҜ№иһәй’үж–ҪеҠ жүӯзҹ©пјҢзӣҙиҮіиһәй’үз ҙеқҸгҖӮе°Ҷиһәй’үжӢ§жҲҗдёӨж®өжүҖйңҖзҡ„жүӯзҹ©дёҚеҫ—е°ҸдәҺиЎЁ5дёӯеҜ№еҗ„з§ҚеһӢеҸ·гҖҒе°әеҜёзҡ„иһәй’үжүҖ规е®ҡзҡ„жңҖе°ҸеҖјгҖӮеҜ№иҮӘж”»иһәй’үиҝӣиЎҢжүӯиҪ¬ејәеәҰжөӢиҜ•зҡ„е…ёеһӢеӨ№е…·еҰӮеӣҫжүҖзӨәгҖӮ
11.4 延еұ•жҖ§иҜ•йӘҢ
иһәй’үиҜ•д»¶жҸ’е…Ҙж·¬зЎ¬зҡ„10В°жҘ”еһ«пјҲжҲ–е…¶д»–еҗҲйҖӮзҡ„еӨ№е…·пјүзҡ„еӯ”дёӯгҖӮеӯ”еҫ„еә”жҜ”иһәй’үе…¬з§°зӣҙеҫ„еӨ§0.020in ~ 0.040inгҖӮеҜ№иһәй’үеӨҙйЎ¶йғЁж–ҪеҠ иҪҙеҗ‘еҺӢеҠӣпјҢзӣҙеҲ°иһәй’үеӨҙдёӢж”ҜжүҝйқўзӣёеҜ№дәҺдёҺеһӮзӣҙдәҺиһәй’үиҪҙзәҝзҡ„е№ійқўж°ёд№…ејҜжӣІпјҲиҝҷеҸҜд»ҘйҖҡиҝҮдҪҝз”Ёй”ӨеӯҗиҝӣиЎҢеҚ•ж¬ЎжҲ–еӨҡж¬Ўж•ІеҮ»пјҢд»Ҙе®һзҺ°ж°ёд№…ејҜжӣІпјүпјҢиһәй’үеӨҙгҖҒжқҶз»“еҗҲеӨ„дёҚиғҪеҮәзҺ°иЈӮзјқгҖӮ
жіЁпјҡASME B18.6.4дёӯдёҠж–ҮеҲ’зәҝйғЁеҲҶиҰҒжұӮжҳҜвҖңзӣҙеҲ°иһәй’үеӨҙдёӢж”Ҝжүҝйқўдә§з”ҹж°ёд№…еҸҳеҪўе№¶дёҺеһӮзӣҙдәҺиһәй’үиҪҙзәҝзҡ„е№ійқўд№Ӣй—ҙеӨ№и§’иҫҫеҲ°10В°вҖқпјҢдҪҶеңЁжң¬ж ҮеҮҶ并жңӘжҸҗеҸҠејҜжӣІеӨҡе°‘еәҰгҖӮ
11.5 жҠ—ж°ўи„ҶжҖ§иҜ•йӘҢ
з”өй•Җиһәй’үеә”жҢүиЎЁ3дёӯзҡ„规е®ҡе®үиЈ…еңЁй’ўеҲ¶иҜ•йӘҢжқҝдёҠпјҢиһәй’үеӨҙдёӢеҸҜз”ЁдёҖдёӘжҲ–еӨҡдёӘж ҮеҮҶй’ўеһ«еңҲпјҢд»ҘйҳІжӯўжІүеӨҙиһәй’үзҡ„еӨҙйғЁе’Ңиһәзә№з»ҲзӮ№дёҺиҜ•жқҝиЎЁйқўжҺҘи§ҰгҖӮеҜ№дәҺе…·жңүе…үжқҶзҡ„й•ҝиһәй’үпјҢеә”еңЁиһәй’үеӨҙйғЁе’ҢиҜ•жқҝд№Ӣй—ҙдҪҝз”Ёй•ҝеәҰйҖӮеҪ“зҡ„й’ўеһ«еқ—пјҢд»ҘзЎ®дҝқеңЁиҜ•жқҝеҺҡеәҰиҢғеӣҙеҶ…дҝқжҢҒе®Ңж•ҙзҡ„иһәзә№е•®еҗҲгҖӮ
е°Ҷ5йў—иһәй’үжӢ§иҮіеӨұж•ҲпјҲеҚіиһәй’үж–ӯиЈӮдёәдёӨйғЁеҲҶжҲ–жӣҙеӨҡйғЁеҲҶпјү并жұӮеҮәеӨұж•ҲеҖјзҡ„е№іеқҮеҖјгҖӮе°Ҷж ·е“Ғиһәй’үжӢ§зҙ§иҮіе№іеқҮеӨұж•Ҳжүӯзҹ©зҡ„80%гҖӮиһәй’үеә”еңЁжӯӨжӢ§зҙ§зҠ¶жҖҒдёӢдҝқжҢҒ24е°Ҹж—¶гҖӮ然еҗҺйҮҚж–°ж–ҪеҠ еҺҹжқҘзҡ„и„ҶеҢ–иҜ•йӘҢжүӯзҹ©пјҢдёҚеҫ—еҮәзҺ°иһәй’үеӨұж•Ҳзҡ„иҝ№иұЎгҖӮ
-
12. ж Үи®°
иҮӘж”»иһәй’үеә”дҫқж¬Ўж Үи®°д»ҘдёӢеҶ…е®№пјҡ
пјҲ1пјү дә§е“ҒеҗҚз§°пјҢеҢ…жӢ¬еӨҙеһӢпјҢжқҝжӢ§ж–№ејҸд»ҘеҸҠж ҮеҮҶеҸ·
пјҲ2пјү е…¬з§°е°әеҜёпјҲеҸ·з ҒпјҢеҲҶж•°жҲ–зӯүеҖје°Ҹж•°пјү
пјҲ3пјү зүҷж•°пјҲжҜҸиӢұеҜёзүҷж•°пјү
пјҲ4пјү е…¬з§°й•ҝеәҰпјҲеҲҶж•°жҲ–зӯүеҖје°Ҹж•°пјү
пјҲ5пјү жң«з«ҜеһӢејҸ
пјҲ6пјү жқҗж–ҷ
пјҲ7пјү иЎЁйқўеӨ„зҗҶпјҲеҰӮжңүйңҖиҰҒпјү
зӨәдҫӢеҰӮдёӢпјҡ
1пјү ејҖж§ҪзӣҳеӨҙиҮӘж”»иһәй’үпјҢASME B18.6.3пјҢ1/4-14Г—1-1/4пјҢABеһӢпјҢй’ўпјҢй•Җй”ҢжҢүASTM F1941 Fe/Zn 3AгҖӮ
2пјү IеһӢеҚҒеӯ—ж§ҪзӣҳеӨҙиҮӘж”»иһәй’үпјҢASME B18.6.3пјҢ6-32Г—3/4пјҢFеһӢпјҢUNS 30200иҖҗиҡҖй’ўпјҢй’қеҢ–жҢүASTM A380гҖӮ -
13. иЈ…й…ҚйңҖиҰҒиҖғиҷ‘зҡ„дәӢйЎ№
еңЁеҗ„з§Қеә”з”ЁдёӯпјҢиҮӘж”»иһәй’үзҡ„иЎЁйқўеӨ„зҗҶпјҲз”өй•ҖжҲ–ж¶ӮеұӮпјүпјҢжқҗж–ҷе’ҢиҝһжҺҘ件зҡ„зЎ¬еәҰйғҪжҳҜеҪұе“ҚиЈ…й…Қжүӯзҹ©зҡ„еӣ зҙ гҖӮе°Ҫз®ЎйқһејәеҲ¶еһӢйҷ„еҪ•DпјҲNonmandatory Appendix DпјүдёӯжҺЁиҚҗзҡ„еӯ”еҫ„жңҖеҲқжҳҜеҹәдәҺдҪҝз”ЁжңӘз»ҸеӨ„зҗҶзҡ„зўій’ўиһәй’үпјҢдҪҶеҗҺжқҘзҡ„з»ҸйӘҢиҜҒжҳҺпјҢиҝҷдәӣеӯ”еҫ„д№ҹйҖӮз”ЁдәҺеӨ§еӨҡж•°з»Ҹе•ҶдёҡиЎЁйқўеӨ„зҗҶзҡ„иһәй’үгҖӮдҪҶеә”жіЁж„Ҹзҡ„жҳҜпјҢз”ұдәҺеҗ„з§ҚиЎЁйқўеӨ„зҗҶжҸҗдҫӣзҡ„ж¶Ұж»‘зЁӢеәҰдёҚеҗҢпјҢеҸҜиғҪйңҖиҰҒеҜ№е®үиЈ…жүӯзҹ©иҝӣиЎҢдёҖдәӣи°ғж•ҙд»ҘйҖӮеә”дёҚеҗҢзҡ„еә”з”ЁгҖӮжӯӨеӨ–пјҢеҰӮжһңж¶үеҸҠеҲ°ејӮеёёеҺҡзҡ„иЎЁйқўеӨ„зҗҶжҲ–иһәй’үиҰҒз»„иЈ…еҲ°зЎ¬еәҰжӣҙй«ҳзҡ„жқҗж–ҷдёӯпјҢеҸҜиғҪйңҖиҰҒеҜ№и§„е®ҡзҡ„еӯ”еҫ„е°әеҜёиҝӣиЎҢдёҖдәӣи°ғж•ҙпјҢд»ҘиҫҫеҲ°жңҖдҪізҡ„иЈ…й…Қж•ҲжһңгҖӮиҝҷз§Қе°әеҜёи°ғж•ҙзҡ„еҝ…иҰҒжҖ§е’ҢзЁӢеәҰжңҖеҘҪеңЁзү№е®ҡзҡ„иЈ…й…ҚзҺҜеўғдёӯйҖҡиҝҮе®һйӘҢжқҘзЎ®е®ҡгҖӮ