-
2.1 жқҗж–ҷпјҡC67SгҖҒC75SгҖҒ70(GB/T 1222)гҖҒ65Mn(GB/T1222гҖҒGB/T 4357)гҖҒ60Si2MnA(GB/T1222гҖҒGB/T 4357)гҖӮ
2.2 зғӯеӨ„зҗҶеҲ¶еәҰ
е…¬з§°и§„ж ј
з»ҙж°ҸзЎ¬еәҰHV
жҙӣж°ҸзЎ¬еәҰHRC
d1вүӨ48mm
470~580
47~54
48mmпјңd1вүӨ200mm
435~530
44~51
200mmпјңd1вүӨ300mm
390~470
40~47
зғӯеӨ„зҗҶзЎ¬еәҰд»…дҫӣз”ҹдә§е·ҘиүәеҸӮиҖғпјҢдёҚдҪңдёәйӘҢ收дҫқжҚ®гҖӮ
3. жҖ§иғҪ
еңҶ й”Ҙ еҸҳ еҪў
е…¬з§°и§„ж ј
d1иҜ•йӘҢеҠӣFпјҲ1Вұ5пј…пјү
N
h-s
max
ж ҮеҮҶеһӢпјҲAеһӢпјү
йҮҚеһӢпјҲBеһӢпјү
d1вүӨ22mm
30
60
b Г— 0.03
22mmпјңd1вүӨ38mm
40
80
38mmпјңd1вүӨ82mm
60
120
82mmпјңd1вүӨ150mm
80
160
b Г— 0.02
150mmпјңd1вүӨ300mm
150
300
h дёҖдёҖ жөӢиҜ•еңҶй”ҘеҸҳеҪўиЈ…зҪ®дёӨжқҝй—ҙзҡ„и·қзҰ»пјӣ
s дёҖдёҖ жҢЎеңҲе®һйҷ…еҺҡеәҰпјӣ
bдёҖдёҖ жҢЎеңҲејҖеҸЈеҜ№йқўзҡ„еҫ„еҗ‘е®ҪеәҰгҖӮ
зјқ规й—ҙйҡҗ
е…¬з§°и§„ж јd1
зјқ规й—ҙйҡҷc
d1вүӨ100mm
1.5Г—s
100mmпјңd1вүӨ300mm
1.8Г—s
3.4 еј№жҖ§
3.4.1 еӯ”з”ЁжҢЎеңҲеә”иҝӣиЎҢеј№жҖ§иҜ•йӘҢпјҢиҜ•йӘҢеҗҺпјҢе°ҶжҢЎеңҲе®үиЈ…еҲ°жңҖеӨ§зӣҙеҫ„d2 maxзҡ„жІҹж§ҪеҶ…пјҢеә”еңЁиҮӘйҮҚдёӢдҝқжҢҒдёҚжқҫеҠЁгҖӮ
3.4.2 иҪҙз”ЁжҢЎеңҲеә”иҝӣиЎҢеј№жҖ§иҜ•йӘҢпјҢиҜ•йӘҢеҗҺпјҢе°ҶжҢЎеңҲе®үиЈ…еҲ°жңҖе°Ҹзӣҙеҫ„d2 minзҡ„жІҹж§ҪеҶ…пјҢеә”еңЁиҮӘйҮҚдёӢдҝқжҢҒдёҚжқҫеҠЁгҖӮ
3.4.3 ејҖеҸЈжҢЎеңҲеә”иҝӣиЎҢеј№жҖ§иҜ•йӘҢпјҢиҜ•йӘҢеҗҺпјҢжҢЎеңҲеҶ…еҫ„пјҲdпјүеә”дёҚеӨ§дәҺжІҹж§Ҫзӣҙеҫ„пјҲd2пјүзҡ„еҹәжң¬е°әеҜёгҖӮ
3.4 ејҖеҸЈжҢЎеңҲйҹ§жҖ§
ејҖеҸЈжҢЎеңҲеә”иҝӣиЎҢйҹ§жҖ§иҜ•йӘҢгҖӮиҜ•йӘҢеҗҺпјҢжҢЎеңҲдёҚеә”ж–ӯиЈӮгҖӮ
4. иЎЁйқўеӨ„зҗҶ
жҢЎеңҲиЎЁйқўеӨ„зҗҶз”ұеҲ¶йҖ иҖ…зЎ®е®ҡпјҢ并еә”з¬ҰеҗҲд»ҘдёӢ规е®ҡгҖӮ
иЎЁйқўеӨ„зҗҶ
иЎЁйқўеӨ„зҗҶ
йҳІи…җжҖ§иғҪ
зЈ·еҢ–жҠҖжңҜиҰҒжұӮжҢүGB/T 11376规е®ҡ
8hж— й”ҲиҡҖпјҢиҜ•йӘҢж–№жі•жҢүGB/T 10125规е®ҡ
ж°§еҢ–
дҫӣйңҖеҚҸи®®
е…¶д»–
дҫӣйңҖеҚҸи®®
еҪ“йҮҮз”ЁдёҠиҝ°д»ҘеӨ–зҡ„иЎЁйқўеӨ„зҗҶж—¶пјҢж¶Ӯй•ҖеҗҺжҢЎеңҲеҺҡеәҰеҸҜиғҪи¶…иҝҮж ҮеҮҶдёҠйҷҗиҰҒжұӮпјҢеӣ жӯӨпјҢеҪ“и®Ўз®—жІҹж§Ҫе°әеҜёж—¶пјҢеә”иҖғиҷ‘иҝҷдәӣеӣ зҙ гҖӮ
5. иҜ•йӘҢж–№жі•
5.1 еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲжҠҳејҜиҜ•йӘҢ
е°ҶжҢЎеңҲзҡ„дёҖеҚҠеӨ№еңЁдёӨдёӘй’іеҸЈдёӯпјҢй’іеҸЈзҡ„еңҶи§’еҚҠеҫ„еә”дёҺжҢЎеңҲеҺҡеәҰзӣёеҗҢпјҲr=sпјҢи§Ғеӣҫ)гҖӮ然еҗҺеҸҚеӨҚиҪ»жҚ¶жү“жҲ–иҖ…дҪҝз”Ёжқ жқҶе°ҶжҢЎеңҲејҜжӣІиҮі30В°гҖӮ
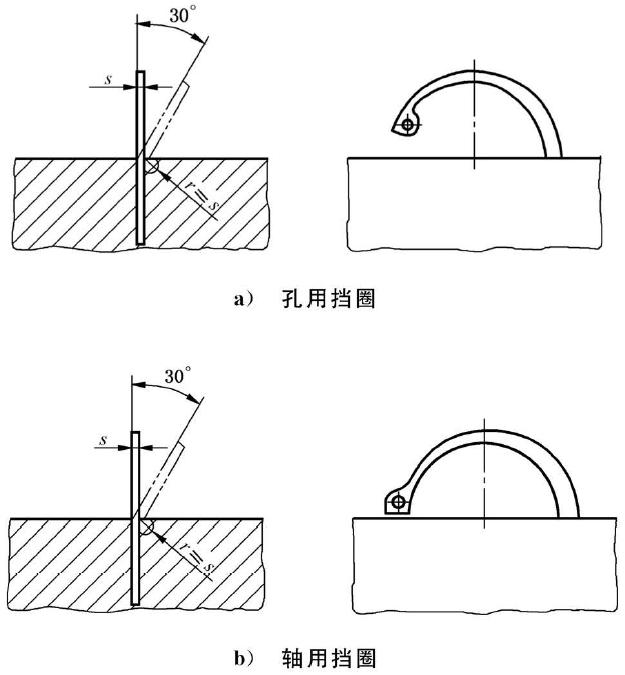
5.2 еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲеҸҳеҪўиҜ•йӘҢ
е°ҶжҢЎеңҲж”ҫеңЁдёӨдёӘе№іиЎҢжқҝд№Ӣй—ҙпјҢ并жҢүдёӢеӣҫеҠ иҪҪиҫҫеҲ°FеҠӣж—¶пјҢжөӢйҮҸhе°әеҜёпјҢи®Ўз®—пјҲh-sпјүеҖјгҖӮ

5.3 еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲзјқ规иҜ•йӘҢ
е°ҶжҢЎеңҲж”ҫе…Ҙзјқ规пјҢи§ҒеӣҫгҖӮ
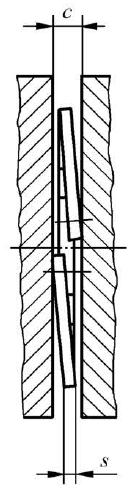
иҜҙжҳҺпјҡ
cвҖ”вҖ”зјқ规й—ҙйҡҷпјӣ
sвҖ”вҖ”жҢЎеңҲеҺҡеәҰгҖӮ
5.4 еј№жҖ§иҜ•йӘҢ
5.4.1 еӯ”з”ЁжҢЎеңҲ
еә”дҪҝз”Ёз¬ҰеҗҲJB/T 3411.48规е®ҡзҡ„е®үиЈ…й’іе°ҶжҢЎеңҲеҺӢзј©еҲ°0.99Г—d1дёүж¬ЎпјҢжҲ–е°ҶжҢЎеңҲз©ҝиҝҮдёҖдёӘзӣҙеҫ„дёә0.99Г—d1зҡ„й”ҘеҘ—пјҲи§ҒдёӢеӣҫпјүдёүж¬ЎеҗҺпјҢеҶҚе®үиЈ…еҲ°жңҖеӨ§зӣҙеҫ„d2 maxзҡ„жІҹж§ҪеҶ…гҖӮ

5.4.2 иҪҙз”ЁжҢЎеңҲ
еә”дҪҝз”Ёз¬ҰеҗҲJB/T 3411.47规е®ҡзҡ„е®үиЈ…й’іе°ҶжҢЎеңҲжү©еј еҲ°1.01Г—d1дёүж¬ЎпјҢжҲ–е°ҶжҢЎеңҲз©ҝиҝҮдёҖдёӘзӣҙеҫ„дёә1.01Г—d1 зҡ„й”ҘжЈ’пјҲи§ҒдёӢеӣҫпјүдёүж¬ЎеҗҺпјҢеҶҚе®үиЈ…еҲ°жңҖе°Ҹзӣҙеҫ„зҡ„d2 minзҡ„жІҹж§ҪеҶ…гҖӮ

5.4.3 ејҖеҸЈжҢЎеңҲ
е°ҶејҖеҸЈжҢЎеңҲиЈ…е…ҘиҜ•йӘҢиҪҙдёҠпјҢ然еҗҺжӢҶдёӢжөӢйҮҸеҶ…еҫ„пјҲdпјүе°әеҜёгҖӮиҜ•йӘҢиҪҙзҡ„зӣҙеҫ„еә”зӯүдәҺжІҹж§Ҫзӣҙеҫ„пјҲd2пјүзҡ„еҹәжң¬е°әеҜёгҖӮ
5.5 ејҖеҸЈжҢЎеңҲйҹ§жҖ§иҜ•йӘҢ
е°ҶејҖеҸЈжҢЎеңҲиЈ…еңЁиҜ•йӘҢиҪҙдёҠпјҢдҝқжҢҒ48hпјҢзӣ®жөӢжЈҖжҹҘгҖӮиҜ•йӘҢиҪҙзҡ„зӣҙеҫ„еә”зӯүдәҺжІҹж§Ҫеҹәжң¬е°әеҜёпјҲd2пјүзҡ„1.1еҖҚгҖӮ
5.6 иЎЁйқўеӨ„зҗҶиҜ•йӘҢ
зЈ·еҢ–йҳІи…җжҖ§иғҪеә”жҢүGB/T 10125规е®ҡзҡ„дёӯжҖ§зӣҗйӣҫиҜ•йӘҢиҝӣиЎҢиҜ•йӘҢгҖӮ
6 иЎЁйқўзјәйҷ·
6.1 жҢЎеңҲиЎЁйқўдёҚе…Ғи®ёжңүиЈӮзә№гҖӮ
6.2 жҢЎеңҲдёҚе…Ғи®ёжңүеҪұе“ҚдҪҝз”Ёзҡ„жҜӣеҲәгҖӮ
7 йӘҢ收жЈҖжҹҘ
жҢЎеңҲе°әеҜёгҖҒжҖ§иғҪзү№жҖ§еҸҠеҗҲж јиҙЁйҮҸж°ҙе№іпјҲAQL)жҢүдёӢ表规е®ҡпјҢе…¶дҪҷйӘҢ收жЈҖжҹҘжҢүGBпјҸT90.l规е®ҡгҖӮ
е°әеҜёзү№жҖ§
еәҸеҸ·
е°әеҜёзү№жҖ§
еҗҲж јиҙЁйҮҸж°ҙе№іAQL
1
жҢЎеңҲеҺҡеәҰs
1
2
d3еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲзҡ„еӨ–еҫ„/еҶ…еҫ„
1
3
DејҖеҸЈжҢЎеңҲе…¬з§°зӣҙеҫ„
1
4
BејҖеҸЈжҢЎеңҲејҖеҸЈе®ҪеәҰ
1
5
е…¶д»–
1.5
6
дёҚеҗҲж јзҙ§еӣә件*
2.5
* дёҚеҗҲж јзҙ§еӣә件вҖ”вҖ”жңүдёҖдёӘжҲ–еӨҡдёӘзјәйҷ·зҡ„зҙ§еӣә件гҖӮ
жҖ§иғҪзү№жҖ§
еәҸеҸ·
жҖ§иғҪзү№жҖ§
еҗҲж јиҙЁйҮҸж°ҙе№іAQL
1
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡжҠҳејҜиҜ•йӘҢ
1
2
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡеңҶй”ҘеҸҳеҪўиҜ•йӘҢ
1
3
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡзјқ规иҜ•йӘҢ
1
4
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡеј№жҖ§
1
5
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡеј№жҖ§иҜ•йӘҢ
1
6
еӯ”з”ЁгҖҒиҪҙз”ЁжҢЎеңҲпјҡйҹ§жҖ§иҜ•йӘҢ
1
7
иЎЁйқўеӨ„зҗҶ
1.5
8
е…¶д»–*
1.5
* дҫӣйңҖеҚҸи®®зҡ„е…¶д»–жҖ§иғҪзү№жҖ§гҖӮ
8 йӘҢ收жЈҖжҹҘ
ж Үеҝ—дёҺеҢ…иЈ…жҢүGB/T 90.2规е®ҡгҖӮ
жӣҙеӨҡзӣёе…іж•°жҚ®