-
жқҗж–ҷгҖҒжңәжў°жҖ§иғҪ
3 жқҗж–ҷ
иҮӘжҢӨиһәй’үеә”з”ұжё—зўій’ўеҶ·еў©еҲ¶йҖ гҖӮиЎЁ1з»ҷеҮәзҡ„жқҗж–ҷеҢ–еӯҰжҲҗеҲҶд»…жҳҜжҢҮеҜјжҖ§зҡ„гҖӮиЎЁ1 еҢ–еӯҰжҲҗеҲҶ
еҲҶжһҗ
жҲҗеҲҶжһҒйҷҗ,%
зўі
й”°
жЎ¶ж ·
0.15~0.25
0.70~1.65
жЈҖйӘҢ
0.13~0.27
0.64~1.71
жіЁпјҡеҰӮжһңйҖҡиҝҮж·»еҠ й’ӣе’ҢпјҲжҲ–пјүй“қдҪҝдёҚиө·дҪңз”Ёзҡ„зЎјеҸ—еҲ°жҺ§еҲ¶пјҢеҲҷзЎјеҗ«йҮҸеҸҜиҫҫеҲ°0.005%гҖӮ
4 жңәжў°е’Ңе·ҘдҪңжҖ§иғҪ
4.1 йЎ№зӣ®
жңәжў°е’Ңе·ҘдҪңжҖ§иғҪйЎ№зӣ®еҸҠзӣёеә”зҡ„иҜ•йӘҢж–№жі•и§ҒиЎЁ2гҖӮиЎЁ2 жңәжў°е’Ңе·ҘдҪңжҖ§иғҪйЎ№зӣ®
жҖ§иғҪйЎ№зӣ®
жҠҖжңҜиҰҒжұӮпјҲжқЎжҲ–иЎЁпјү
иҜ•йӘҢж–№жі•пјҲжқЎпјү
иҠҜйғЁзЎ¬еәҰ
4.3
5.1
иЎЁйқўзЎ¬еәҰ
4.3
5.2
жё—зўіеұӮж·ұеәҰ
4.4гҖҒиЎЁ4
5.3
з ҙеқҸжүӯзҹ©
4.5гҖҒиЎЁ3
5.4
еӨҙйғЁеқҡеӣәжҖ§
4.6
5.5
жӢ§е…ҘжҖ§иғҪ
4.7гҖҒиЎЁ3
5.6
жҠ—ж°ўи„ҶжҖ§
4.8
5.7
еҶҚеӣһзҒ«еҗҺзҡ„иҠҜйғЁзЎ¬еәҰ
4.9
5.8
з ҙеқҸжӢүеҠӣиҪҪиҚ·
4.10гҖҒиЎЁ3
5.9
4.2 зғӯеӨ„зҗҶ
иһәй’үжҲҗе“Ғеә”иҝӣиЎҢиЎЁйқўж·¬зҒ«е’ҢеӣһзҒ«еӨ„зҗҶгҖӮжңҖдҪҺеӣһзҒ«жё©еәҰдёә340в„ғпјҢ并еә”з¬ҰеҗҲиЎЁ3规е®ҡзҡ„еҗ„йЎ№жңәжў°е’Ңе·ҘдҪңжҖ§иғҪиҰҒжұӮгҖӮиЎЁ3 жңәжў°е’Ңе·ҘдҪңжҖ§иғҪиҰҒжұӮ
иһәзә№е…¬з§°зӣҙеҫ„
mm
з ҙеқҸжүӯзҹ©
Min
NВ·m
жӢ§е…Ҙжүӯзҹ©
Max
NВ·m
з ҙеқҸжӢүеҠӣиҪҪиҚ·пјҲеҸӮиҖғпјү
Min
N
2
0.5
0.3
1940
2.5
1.2
0.6
3150
3
2.1
1.1
4680
3.5
3.4
1.7
6300
4
4.9
2.5
8170
5
10
5
13200
6
17
8.5
18700
8
42
21
34000
10
85
43
53900
12
150
75
78400
4.3 зЎ¬еәҰ
иҠҜйғЁзЎ¬еәҰеә”дёә290~370HV10пјҢжңҖдҪҺиЎЁйқўзЎ¬еәҰдёә450HV0.3гҖӮ
4.4 иЎЁйқўжё—зўіеұӮж·ұеәҰ
иЎЁйқўжё—зўіеұӮж·ұеәҰеә”з¬ҰеҗҲиЎЁ4 规е®ҡгҖӮиЎЁ4 иЎЁйқўжё—зўіеұӮж·ұеәҰ
иһәзә№е…¬з§°зӣҙеҫ„
иЎЁйқўжё—зўіеұӮж·ұеәҰ
min
max
2гҖҒ2.5
0.04
0.12
3гҖҒ3.5
0.05
0.18
4гҖҒ5
0.10
0.25
6гҖҒ8
0.15
0.28
10гҖҒ12
0.15
0.32
4.5 з ҙеқҸжүӯзҹ©
жҢү5.4жқЎзҡ„规е®ҡиҝӣиЎҢиҜ•йӘҢж—¶пјҢз ҙеқҸжүӯзҹ©еә”з¬ҰеҗҲиЎЁ3规е®ҡгҖӮж–ӯиЈӮдёҚеә”еҸ‘з”ҹеңЁиў«еӨ№зҙ§зҡ„иһәзә№йғЁеҲҶгҖӮ
4.6 еӨҙйғЁеқҡеӣәжҖ§
жҢү5.5жқЎзҡ„规е®ҡиҝӣиЎҢиҜ•йӘҢпјҢеҪ“иһәй’үеӨҙдёӢж”Ҝжүҝйқўдә§з”ҹж°ёд№…еҸҳеҪўе№¶дёҺеһӮзӣҙдәҺиһәй’үиҪҙзәҝзҡ„е№ійқўд№Ӣй—ҙзҡ„еӨ№и§’иҫҫеҲ°7В°ж—¶пјҢеӨҙгҖҒжқҶз»“еҗҲеӨ„дёҚиғҪеҮәзҺ°иЈӮзјқгҖӮеҸӘиҰҒиһәй’үеӨҙйғЁжІЎжңүжҠҳж–ӯпјҢеҚідҪҝеңЁз¬¬дёҖжүЈиһәзә№еӨ„ж–ӯиЈӮпјҢиҜ•йӘҢд»Қеә”еҲӨдёәеҗҲж јгҖӮ
4.7 иһәзә№жҢӨеҺӢжҲҗеҪўзҡ„иғҪеҠӣ
з”Ёиһәзә№ж— ж°ёд№…еҸҳеҪўпјҲеңЁ10еҖҚж”ҫеӨ§й•ңдёӢжЈҖжҹҘпјүзҡ„иһәй’үпјҢеңЁ5.6жқЎи§„е®ҡзҡ„иҜ•йӘҢжқҝдёҠпјҢеә”иғҪжҢӨеҺӢеҮәдёҺе…¶еҢ№й…Қзҡ„еҶ…иһәзә№гҖӮеңЁжҢӨеҺӢиһәзә№зҡ„иҝҮзЁӢдёӯпјҢжӢ§е…Ҙжүӯзҹ©еә”дёҚи¶…иҝҮиЎЁ3规е®ҡзҡ„жӢ§е…Ҙжүӯзҹ©еҖјгҖӮ
еңЁиҜ•йӘҢжқҝдёҠз”ұиһәй’үжҢӨеҺӢжҲҗеҪўзҡ„еҶ…иһәзә№пјҢеә”иғҪжӢ§е…Ҙиһәзә№з¬ҰеҗҲGB/T 197гҖҒе…¬е·®еёҰдёә6hзҡ„еӨ–иһәзә№зҙ§еӣә件еҶ…пјҢ并иғҪжүҝеҸ—GB/T 3098.2规е®ҡзҡ„жҖ§иғҪзӯүзә§дёә8зә§зҡ„дҝқиҜҒиҪҪиҚ·гҖӮ
4.8 жҠ—ж°ўи„ҶжҖ§
иҮӘжҢӨиһәй’үпјҢе°Өе…¶жҳҜз»Ҹз”өй•Җзҡ„иҮӘжҢӨиһәй’үжңүж°ўи„Ҷж–ӯиЈӮзҡ„еҖҫеҗ‘пјҢеӣ жӯӨеә”жҢүGB/T 3078.17规е®ҡзҡ„жЈҖжҹҘж°ўи„ҶиҜ•йӘҢпјҲе№іиЎҢж”Ҝжүҝйқўжі•пјүпјҢеҜ№е·ҘиүәиҝӣиЎҢе®ЎжҹҘпјҢд»ҘдҝқиҜҒдёҺж°ўи„Ҷжңүе…ізҡ„е·ҘиүәеҸ—еҲ°жҺ§еҲ¶гҖӮдёҖж—ҰеҸ‘зҺ°ж°ўи„ҶпјҢеҲҷеҝ…йЎ»ж”№иҝӣе·ҘиүәгҖӮ
з”өй•ҖеҗҺзҡ„иһәй’үеә”жҢү GB/T 5267 зҡ„规е®ҡиҝӣиЎҢй©ұж°ўгҖӮ
жіЁпјҡжңҖеҘҪжҢүISO 10683зҡ„规е®ҡиҝӣиЎҢйқһз”өи§Јй”ҢзІүиҰҶзӣ–еұӮгҖӮ
4.9 еӣһзҒ«еҗҺзҡ„иҠҜйғЁзЎ¬еәҰ
жҢү5.8жқЎжүҖиҝ°ж–№жі•пјҢеҶҚеӣһзҒ«еҗҺжөӢеҮәзҡ„иҠҜйғЁзЎ¬еәҰйҷҚдҪҺеҖјеә”дёҚи¶…иҝҮ20HVгҖӮ
4.10 з ҙеқҸжӢүеҠӣиҪҪиҚ·
й•ҝеәҰвүҘ12 mmжҲ–вүҘ3d зҡ„иһәй’үпјҢз»ҸдҫӣйңҖеҸҢж–№еҚҸи®®еҸҜиҝӣиЎҢжӢүеҠӣиҜ•йӘҢгҖӮ
жіЁпјҡиЎЁ3з»ҷеҮәзҡ„з ҙеқҸжӢүеҠӣиҪҪиҚ·д»…дҫӣеҸӮиҖғгҖӮ
-
иҜ•йӘҢж–№жі•гҖҒжүӯзҹ©жүіжүӢгҖҒж Үеҝ—
5 иҜ•йӘҢж–№жі•
5.1 иҠҜйғЁзЎ¬еәҰиҜ•йӘҢ
иҠҜйғЁзЎ¬еәҰеә”еңЁиһәй’үжЁӘжҲӘйқўзҡ„1/2еҚҠеҫ„еӨ„жөӢе®ҡгҖӮиҜҘжҲӘйқўеә”иҝңзҰ»жң«з«Ҝ并йҖҡиҝҮиһәзә№е°Ҹеҫ„гҖӮиҜ•йӘҢжҢүGB/T 4340.1зҡ„规е®ҡиҝӣиЎҢгҖӮ
5.2 иЎЁйқўзЎ¬еәҰиҜ•йӘҢ
常规иҜ•йӘҢж—¶пјҢиЎЁйқўзЎ¬еәҰеҸҜеңЁиһәй’үзҡ„жң«з«ҜгҖҒжқҶйғЁжҲ–еӨҙйғЁжөӢе®ҡпјҲеҸӘиҰҒиЎЁйқўжё—зўіеұӮж·ұеәҰе’Ңиһәй’үзҡ„еҮ дҪ•еҪўзҠ¶е…Ғи®ёпјүпјҢи§Ғеӣҫ1гҖӮиҜ•йӘҢж–№жі•жҢүGB/T 4340.1规е®ҡгҖӮзЎ¬еәҰиҜ•йӘҢеә”еңЁйҷӨеҺ»й•ҖеұӮеҗҺиҝӣиЎҢгҖӮ
д»ІиЈҒиҜ•йӘҢж—¶пјҢеҜ№иһәзә№е…¬з§°зӣҙеҫ„вүҘ4mmзҡ„иһәй’үпјҢеә”дҪҝз”Ёз»ҙж°Ҹжҳҫеҫ®зЎ¬еәҰи®ЎпјҲиҜ•йӘҢеҠӣHV0.1пјүгҖӮжөӢйҮҸеә”еңЁзәөеҗ‘жҲӘйқўиҜ•ж ·зҡ„зүҷеҪўиҪ®е»“дёҠгҖҒи·қиҜ•ж ·иҫ№зјҳи·қзҰ»иҮіе°‘0.05mmзҡ„йғЁдҪҚдёҠиҝӣиЎҢгҖӮеҜ№иһәзә№е…¬з§°зӣҙеҫ„пјң4mmзҡ„иһәй’үпјҢиҜ•йӘҢжқЎд»¶еә”еҚҸе•ҶзЎ®е®ҡгҖӮ
еӣҫ1 иЎЁйқўзЎ¬еәҰзҡ„жөӢйҮҸйғЁдҪҚ
5.3 иЎЁйқўжё—зўіеұӮж·ұеәҰиҜ•йӘҢ
иЎЁйқўжё—зўіеұӮж·ұеәҰжҳҜеңЁеһӮзӣҙдәҺиЎЁйқўзҡ„гҖҒд»ҺиЎЁйқўеҲ°жҹҗзӮ№зҡ„и·қзҰ»пјҢиҜҘзӮ№зҡ„зЎ¬еәҰдёәиҠҜйғЁе®һйҷ…зЎ¬еәҰеҠ дёҠ30HV0.3гҖӮ
д»ІиЈҒиҜ•йӘҢж—¶пјҢеә”дҪҝз”Ёжҳҫеҫ®зЎ¬еәҰи®ЎпјҢиҜ•йӘҢеҠӣдёәHV0.3пјҢйҮ‘зӣёиҜ•ж ·зҡ„еҲ¶еӨҮи§Ғеӣҫ2гҖӮ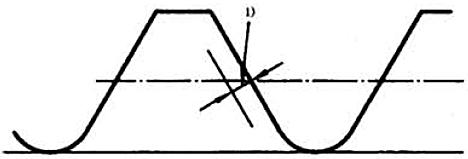
1пјү д»…з”ЁдәҺиһәзә№зүҷеҪўйқһе®Ңе…Ёжё—зўігҖӮ
еӣҫ2 иЎЁйқўжё—зўіеұӮж·ұеәҰзҡ„жөӢйҮҸйғЁдҪҚ
5.4 з ҙеқҸжүӯзҹ©иҜ•йӘҢ
з”ЁйҖӮеҪ“зҡ„ж–№жі•е°Ҷиһәй’үиҜ•д»¶зүўеӣәең°иЈ…еҲ°еӨ№е…·дёӯпјҢи§Ғеӣҫ3гҖӮеә”дҝқиҜҒиҮіе°‘жңүдёӨжүЈе®Ңж•ҙиһәзә№еӨ№зҙ§еңЁеӨ№е…·еҶ…пјҢеҗҢж—¶еӨ№е…·еӨ–д№ҹиҮіе°‘з•ҷжңүдёӨжүЈе®Ңж•ҙиһәзә№гҖӮ
еҸҰеӨ–пјҢз”Ёз»Ҹж Үе®ҡзҡ„еҗҲйҖӮзҡ„жөӢйҮҸиЈ…зҪ®пјҢеҜ№иһәй’үж–ҪеҠ жүӯзҹ©пјҢзӣҙеҲ°иһәй’үз ҙеқҸгҖӮи®°еҪ•иһәй’үз ҙеқҸж—¶зҡ„жүӯзҹ©еҖјгҖӮиҜҘеҖјеә”з¬ҰеҗҲиЎЁ3зҡ„规е®ҡгҖӮ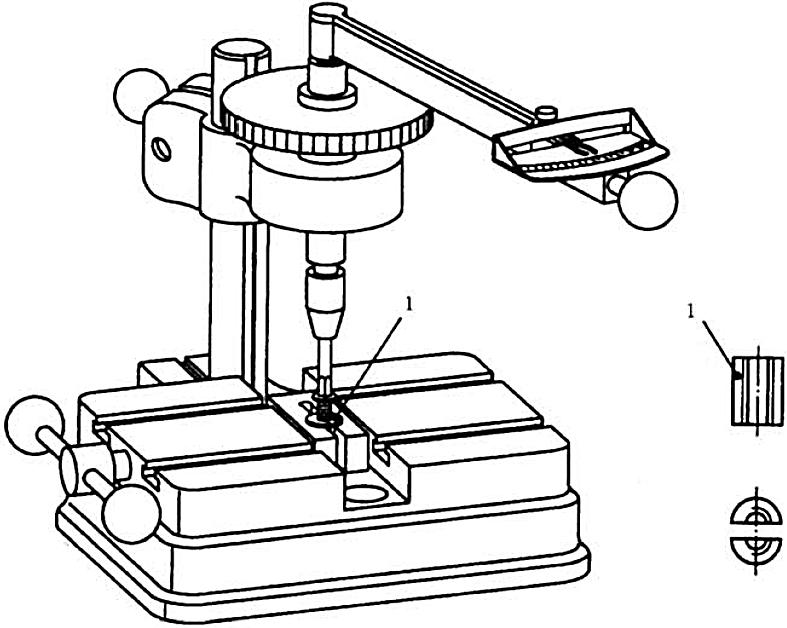
1вҖ”ејҖеҸЈжЁЎ
еӣҫ3 е…ёеһӢзҡ„жүӯзҹ©иҜ•йӘҢиЈ…зҪ®
5.5 еӨҙйғЁеқҡеӣәжҖ§иҜ•йӘҢ
е°Ҷиһәй’үиҜ•д»¶жҸ’е…ҘжҘ”еһ«пјҲжҲ–е…¶д»–еҗҲйҖӮзҡ„еӨ№е…·пјүзҡ„еӯ”дёӯгҖӮеӯ”еҫ„пјҡеҜ№вүӨM6зҡ„иһәй’үпјҢеӯ”еҫ„дёәиһәзә№е…¬з§°зӣҙеҫ„еҠ дёҠ0.05 mmпјӣ еҜ№пјһM6~Ml2зҡ„иһәй’үпјҢеӯ”еҫ„дёәиһәзә№е…¬з§°зӣҙеҫ„еҠ дёҠ0.1mmгҖӮеҜ№иһәй’үж–ҪеҠ иҪҙеҗ‘еҺӢеҠӣпјҢзӣҙиҮіеӨҙйғЁж”ҜжүҝйқўдёҺж–ңйқўпјҲдёҺиһәй’үиҪҙзәҝеһӮзӣҙйқўзҡ„еӨ№и§’дёә7В°пјүиҙҙеҗҲпјҢи§Ғеӣҫ4гҖӮ
жң¬иҜ•йӘҢдёҚйҖӮз”ЁдәҺжІүеӨҙиһәй’үгҖӮ
жіЁпјҡйҖҡеёёпјҢдҪҝз”ЁйҖӮеҪ“зҡ„жүӢй”ӨдёҖж¬ЎжҲ–еӨҡж¬ЎеҮ»жү“пјҢиҫҫеҲ°7В°ж°ёд№…еҸҳеҪўгҖӮ
1вҖ”жҘ”еһ«пјӣ2вҖ”еҺӢеҠӣиҪҪиҚ·
еӣҫ4 еӨҙйғЁеқҡеӣәжҖ§иҜ•йӘҢ
5.6 жӢ§е…ҘжҖ§иғҪиҜ•йӘҢ
жӢ§е…ҘжҖ§иғҪиҜ•йӘҢеҸҜд»ҘжҳҫзӨәеңЁй’ўд»¶дёӯжҢӨеҺӢжҲҗеҪўиһәзә№зҡ„иғҪеҠӣгҖӮ
е°Ҷиһәй’үиҜ•д»¶жӢ§е…ҘиҜ•жқҝпјҲе°әеҜёи§Ғеӣҫ5пјүпјҢзӣҙиҮіиҮіе°‘жңүдёҖжүЈиһәзә№пјҲиһәй’үжң«з«ҜйҷӨеӨ–пјүдјёеҮәиҜ•жқҝгҖӮ
ејҖе§ӢжҢӨеҺӢиһәзә№ж—¶пјҢеә”еҖҹеҠ©дәҺиҪҙеҗ‘еҠӣпјҡеҜ№вүӨM5зҡ„иһәй’үпјҢжңҖеӨ§иҪҙеҗ‘еҠӣFmax= 50 NпјӣеҜ№пјһM5зҡ„иһәй’үпјҢжңҖеӨ§иҪҙеҗ‘еҠӣFmax =100 NгҖӮ
д»ІиЈҒиҜ•йӘҢж—¶пјҢжүіжӢ§йҖҹеәҰеә”дёҚи¶…иҝҮ0.5s-1пјҲ30 r/minпјү гҖӮ
иҜ•йӘҢиҝҮзЁӢдёӯеҮәзҺ°зҡ„жңҖеӨ§жүӯзҹ©е°ұжҳҜвҖңжӢ§е…Ҙжүӯзҹ©вҖқгҖӮ
дёәиҫҫеҲ°и§„е®ҡзҡ„жӢ§е…Ҙжүӯзҹ©пјҢеҸҜд»Ҙеўһж·»ж¶Ұж»‘еүӮгҖӮ
иҜ•жқҝеә”з”ұдҪҺзўіиҪ§еҲ¶й’ўжқҝеҲ¶жҲҗпјҢзЎ¬еәҰдёә140~180HV30гҖӮиҜ•жқҝеҺҡеәҰеә”зӯүдәҺиһәй’үзҡ„иһәзә№е…¬з§°зӣҙеҫ„пјҢеӯ”еҫ„жҢүиЎЁ5规е®ҡгҖӮиЎЁ5 иҜ•жқҝзҡ„еҺҡеәҰе’Ңеӯ”еҫ„
иһәзә№е…¬з§°зӣҙеҫ„
2
2.5
3
3.5
4
5
6
8
10
12
еҺҡеәҰ
2
2.5
3
3.5
4
5
6
8
10
12
еӯ”еҫ„
max
1.825
2.275
2.775
3.18
3.68
4.53
5.43
7.336
9.236
11.143
min
1.800
2.250
2.750
3.15
3.65
4.50
5.40
7.300
9.200
11.100
жіЁпјҡиҜ•жқҝзҡ„еҺҡеәҰе…¬е·®еә”з¬ҰеҗҲGB/T 709пјҲиҪ§еҲ¶й’ўжқҝпјүзҡ„规е®ҡгҖӮ
5.7 жҠ—ж°ўи„ҶжҖ§иҜ•йӘҢ
жҠ—ж°ўи„ҶжҖ§иҜ•йӘҢи§ҒGB/T 3098.17гҖӮ
5.8 еҶҚеӣһзҒ«иҜ•йӘҢ
еҶҚеӣһзҒ«иҜ•йӘҢпјҲжё©еәҰ330в„ғ пјҢдҝқжё©1hпјүеүҚеҗҺпјҢеҗҢдёҖиһәй’үиҠҜйғЁдёүзӮ№зЎ¬еәҰзҡ„е№іеқҮеҖјд№Ӣе·®дёҚеә”еӨ§дәҺ20HVгҖӮ
жң¬иҜ•йӘҢдёҚжҳҜеҝ…йЎ»иҝӣиЎҢзҡ„пјҢд»…йҖӮз”ЁдәҺжңүдәүи®®ж—¶зҡ„д»ІиЈҒиҜ•йӘҢгҖӮ
5.9 жӢүеҠӣиҜ•йӘҢ
е°Ҷиһәй’үиҜ•д»¶иЈ…еҲ°жӢүеҠӣиҜ•йӘҢжңәдёҠпјҢе®үиЈ…ж—¶еә”дҝқиҜҒиҮіе°‘жңү6жүЈиһәзә№йңІеҮәгҖӮеҜ№иһәй’үж–ҪеҠ иҪҙеҗ‘иҪҪиҚ·пјҢзӣҙиҮіиһәй’үж–ӯиЈӮгҖӮиҜ•йӘҢж—¶пјҢеӨ№еӨҙзҡ„移еҠЁйҖҹеәҰдёҚеә”и¶…иҝҮ25 mm/minгҖӮдёәйҒҝе…ҚиҜ•д»¶жүҝеҸ—жЁӘеҗ‘иҪҪиҚ·пјҢиҜ•йӘҢжңәзҡ„еӨ№еӨҙеә”иғҪиҮӘеҠЁе®ҡеҝғгҖӮж–ӯиЈӮеә”еҸ‘з”ҹеңЁжқҶйғЁжҲ–иһәзә№йғЁеҲҶпјҢиҖҢдёҚеә”еҸ‘з”ҹеңЁй’үеӨҙдёҺжқҶзҡ„дәӨжҺҘеӨ„гҖӮ
6 жүӯзҹ©жүіжүӢ
жүӯзҹ©иҜ•йӘҢе’ҢжӢ§е…ҘжҖ§иғҪиҜ•йӘҢжүҖз”Ёзҡ„жүӯзҹ©жүіжүӢпјҢжөӢйҮҸиҜҜе·®еә”еңЁи§„е®ҡжүӯзҹ©еҖјзҡ„Вұ3%д»ҘеҶ…пјҢд№ҹеҸҜдҪҝз”ЁиғҪжҳҫзӨәжүӯзҹ©зҡ„дё”зІҫеәҰзӣёеҪ“зҡ„еҠЁеҠӣиЈ…зҪ®гҖӮ
д»ІиЈҒиҜ•йӘҢж—¶еә”дҪҝз”ЁжүӢеҠЁзҡ„жүӯзҹ©жүіжүӢгҖӮ
7 ж Үеҝ—
7.1 ж Үеҝ—з¬ҰеҸ·
иЎЁйқўж·¬зЎ¬е№¶еӣһзҒ«зҡ„иҮӘжҢӨиһәй’үзҡ„ж Үеҝ—з¬ҰеҸ·дёәвҖң-пјҜ-вҖқгҖӮ
7.2 иҜҶеҲ«
иЎЁйқўж·¬зЎ¬зҡ„иҮӘжҢӨиһәй’үеә”жҢү7.1жқЎи§„е®ҡзҡ„з¬ҰеҸ·еҲ¶еҮәеҮ№еҪўжҲ–еҮёеҪўж Үеҝ—гҖӮеҜ№иһәзә№е…¬з§°зӣҙеҫ„вүҘ5mm зҡ„е…ӯи§’еӨҙиһәй’үжҲ–е…ӯи§’иҠұеҪўеӨҙиһәй’үпјҢеҝ…йЎ»еҲ¶еҮәж Үеҝ—并е°ҪйҮҸеңЁй’үеӨҙдёҠеҲ¶еҮәгҖӮ
з»ҸдҫӣйңҖеҸҢж–№еҚҸи®®пјҢе…¶д»–еһӢејҸзҡ„иЎЁйқўж·¬зЎ¬е№¶еӣһзҒ«зҡ„иҮӘжҢӨиһәй’үд№ҹеҸҜдҪҝз”Ёд»ҘдёҠж Үеҝ—гҖӮ
7.3 е•Ҷж ҮпјҲиҜҶеҲ«пјүж Үеҝ—
еҮЎиҰҒжұӮеҲ¶еҮәж Үеҝ—з¬ҰеҸ·зҡ„жүҖжңүдә§е“ҒпјҢж Үеҝ—е•Ҷж ҮжҲ–еҲ¶йҖ иҖ…иҜҶеҲ«ж Үеҝ—жҳҜејәеҲ¶жҖ§зҡ„гҖӮ
жӣҙеӨҡзӣёе…іж•°жҚ®