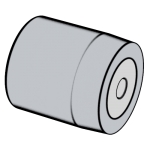
| d
|
GB5780~5783,GB5785~5786 |
最小值=公称 |
| 最大值 |
| GB5784 |
最小值=公称 |
| 最大值 |
| D
|
公称 |
| 最大值 |
| 最小值 |
| L
|
最大值=公称 |
| 最小值 |
| D2
|
公称 |
| 最大值 |
| 最小值 |
| D1
|
| r
|
| t
|
圆跳动 |
| 同轴度 |
| 垂直度 |
|
| 3.78 |
4.78 |
5.78 |
7.7 |
9.7 |
11.67 |
13.67 |
15.67 |
17.6 |
19.58 |
| 3.798 |
4.798 |
5.798 |
7.722 |
9.722 |
11.697 |
13.697 |
15.697 |
17.627 |
19.613 |
| 3.42 |
4.35 |
5.2 |
7.03 |
8.84 |
10.66 |
12.48 |
14.48 |
- |
18.12 |
| 3.438 |
4.368 |
5.218 |
7.052 |
8.862 |
10.687 |
12.507 |
14.507 |
- |
18.153 |
| 30 |
30 |
30 |
38 |
48 |
48 |
62 |
62 |
78 |
78 |
| 30.069 |
30.069 |
30.069 |
38.085 |
48.095 |
48.095 |
62.117 |
62.117 |
78.132 |
78.132 |
| 30.048 |
30.048 |
30.048 |
38.06 |
48.07 |
48.07 |
62.087 |
62.087 |
78.102 |
78.102 |
| 29 |
34 |
34 |
42 |
52 |
52 |
66 |
66 |
80 |
80 |
| 0.084 |
0.1 |
0.1 |
0.1 |
0.12 |
0.12 |
0.12 |
0.12 |
0.12 |
0.12 |
| 28.9 |
28.9 |
28.9 |
36.6 |
46 |
46 |
59.5 |
59.5 |
75 |
75 |
| 28.985 |
28.985 |
28.985 |
36.705 |
46.122 |
46.122 |
59.652 |
59.652 |
75.176 |
75.176 |
| 28.964 |
28.964 |
28.964 |
36.68 |
46.097 |
46.097 |
59.622 |
59.622 |
75.146 |
75.146 |
| 16 |
16 |
16 |
22 |
30 |
30 |
40 |
40 |
45 |
45 |
| 0.3 |
0.3 |
0.4 |
0.6 |
0.6 |
0.8 |
0.8 |
0.8 |
1.1 |
1.1 |
| 0.05 |
0.05 |
0.05 |
0.06 |
0.06 |
0.06 |
0.08 |
0.08 |
0.08 |
0.08 |
| 0.05 |
0.05 |
0.05 |
0.06 |
0.06 |
0.06 |
0.08 |
0.08 |
0.08 |
0.08 |
| 0.04 |
0.04 |
0.04 |
0.04 |
0.05 |
0.05 |
0.05 |
0.05 |
0.06 |
0.06 |
|