-
技术要求
3 技术要求
3.1 材料
自钻自攻螺钉应使用渗碳钢或热处理钢制造。
3.2 金相性能
3.2.1 表面硬度
热处理后自钻自攻螺钉的表面硬度应≥530HV0.3。
3.2.2 芯部硬度
热处理后的芯部硬度为:
——320HV5~400HV5 用于螺纹规格≤ST4.2;
——320HV10~400HV10 用于螺纹规格>ST4.2。
推荐的最低回火温度为330℃。
应避免275~315℃的回火温度范围,以便将回火马氏体脆断风险减少到最低程度。
3.2.3 渗碳层深度
渗碳层深度应符合表1给出的数值。
表1 渗碳层深度
螺纹规格
渗碳层深度
min
max
ST2.9和ST3.5
0.05
0.18
ST4.2~ST5.5
0.10
0.23
ST6.3
0.15
0.28
3.2.4 显微组织
在热处理后自钻自攻螺钉的显微组织中,表面硬化层和芯部之间不应出现带状铁素体。
3.2.5 氢脆
电镀自钻自攻螺钉存在因氢脆而断裂的危险。因此,应由制造者和(或)电镀者采取措施,包括按GB/T 3098.17 进行试验检查,以控制该危险的发生。
GB/T5267.1中有关电镀紧固件消除氢脆的测量要求,也应予以考虑。
3.3 机械性能
3.3.1 钻孔性能
螺钉钻削部分应能在4.2.1规定的试验条件下,钻出为挤压与螺钉配合的内螺纹所需要的预制孔。
3.3.2 螺纹成型性能
在按3.3.1钻出的预制孔中,自钻自攻螺钉应能挤压出与其配合的内螺纹,并在拧入4.2.1.1规定的试验板时,螺钉螺纹无变形。
3.3.3 扭转强度
按4.2.3规定的试验方法对自钻自攻螺钉进行试验时,其扭转强度应能保证螺钉的破坏扭矩值等于或大于表4的规定。
-
试验方法、扭矩扳手
4 试验方法
4.1 金相性能试验
4.1.1 表面硬度试验
表面硬度试验按GB/T 4340.1规定。压痕尽可能在平面部分,并优先在螺钉头部。
4.1.2 芯部硬度试验
芯部硬度试验按GB/T 4340.1规定,并应在横向显微截面上进行。
4.1.3 渗碳层深度测定
表面渗碳层深度应采用显微镜在纵向显微截面上,牙顶与牙底中间部分的牙侧处进行,或对≤ ST4.2的螺钉在螺纹牙底处进行测定。
仲裁试验,应在金相试件的螺纹轮廓上用试验力为300 g的显微维氏硬度进行。渗碳层深度应自超过芯部实际硬度30HV的点起计算。
4.1.4 显微组织试验
显微组织试验应按相应金相检验标准进行。
4.2 机械性能试验
4.2.1 钻孔和攻丝试验
4.2.1.1 试验装置
图1 为试验装置示例。
试验板应由含碳量≤0.23%的低碳钢制成,其硬度为110HV30~165HV30(按GB/T4340.1测定)。试验板的厚度应符合表2规定。
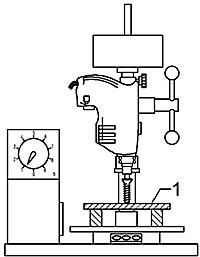
1—试验板
图1 钻孔和攻丝试验装置
表2 钻孔和攻丝试验数据
螺纹规格
试验板厚度1)/mm
轴向力/N
拧入时间/S
max
载荷下螺钉转速/mm -1
ST2.9
0.7+0.7=1.4
150
3
1800~2500
ST3.5
1+1=2
150
4
1800~2500
ST4.2
1.5+1.5=3
250
5
1800~2500
ST4.8
2+2=4
250
7
1800~2500
ST5.5
2+3=5
350
11
1000~1800
ST6.3
2+3=5
350
13
1000~1800
1) 试验板厚度可以由两块钢板组成。这些数值仅适用于验收检查。
4.2.1.2试验程序
将有镀层或无镀层的(按使用要求)螺钉试件拧入试验板,直至有一扣完整螺纹穿过试验板。
表2规定的轴向力和螺钉转速适用于钻孔和攻丝过程。
4.2.2 钻孔检验
需经双方协议,可进行钻孔检验。为此,所使用的试验板应符合4.2.1.1的要求,其厚度应符合表3规定。试验板上钻孔的部分,应先冲出定位点。钻透试验板后,钻孔的最大尺寸应不超出表3规定的极限。
图2的试验夹具是对图1试验装置的补充。套简内径应比螺纹大径约加大0. 25 mm。套筒长度的选择应使钻头部分能伸出套筒。
表2规定的轴向力也可用于指导安装自钻自攻螺钉。如果超过这些数值,该钻头部分可能因断裂或过烧产生局部损坏。
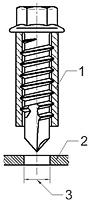
1—套筒;2—试验板;3—钻孔
图2 钻孔试验夹具
表3 钻孔试验数据
螺纹规格
板的厚度
孔径
min
max
ST2.9
1
2.2
2.5
ST3.5
1
2.7
3.0
ST4.2
2
3.2
3.6
ST4.8
2
3.7
4.2
ST5.5
2
4.2
4.8
ST6.3
2
4.8
5.4
4.2.3 扭矩试验
螺钉试件应夹紧在与螺钉螺纹相匹配的螺纹开合模或其他装置内,螺钉夹紧部分不应损伤。
图3为试验装置示例。夹紧后,至少有两扣完整螺纹伸出夹紧装置,除螺钉钻头部分外至少有两扣完整螺纹牢固地夹紧在开合模内。在螺钉短规格的情况下,应牢固地夹紧整个螺纹,但螺钉头部不应承受夹紧力。
用经标定的扭矩—测量装置,对螺钉施加扭矩直至断裂。螺钉应符合表4规定的破坏扭矩。
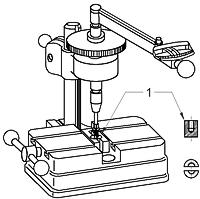
1—带自攻螺纹的盲孔开合模
图3扭矩试验装置
表4 破坏扭矩
5 扭矩扳手螺纹规格
破坏扭矩
min
ST2.9
1.5
ST3.5
2.8
ST4.2
4.7
ST4.8
6.9
ST5.5
10.4
ST6.3
16.9
用于扭矩试验的扭力扳手,测量误差应在规定扭矩值的±3%以内。也可使用能显示扭矩且精度相当的动力装置。
仲裁试验时应使用手动扭力扳手。
更多相关数据