-
жқҗж–ҷгҖҒзғӯеӨ„зҗҶе’ҢиЎЁйқўеӨ„зҗҶ
иЎЁ1 жқҗж–ҷ
дё»иҰҒжқҗж–ҷ
д»Јз”Ёжқҗж–ҷ
жЈ’жқҗ
дёқжқҗ
жқҝжқҗ
жЈ’жқҗ
дёқжқҗ
жқҝжқҗ
30CrMnSiA
ML30CrMnSiA
ML16CrSiNi
ML16CrSiNi
25
ML30CrMnSiA
ML18
Cr17Ni2
иЎЁ2 жқҗж–ҷ
еҚҠжҲҗе“Ғз§Қзұ»
жқҗж–ҷзүҢеҸ·
еҚҠжҲҗе“Ғж ҮеҮҶ
жҠҖжңҜжқЎд»¶
е“Ғз§Қи§„ж ј
жЈ’жқҗ
30CrMnSiA
YB 674-1973
GB 905-1982гҖҒGB 907-1982
Cr17Ni2
YB 675-1973
GB 905-1982
дёқжқҗ
ML30CrMnSiA
GB 5954-1986
ML16CrSiNi
ML18
GB 5953-1986
жқҝжқҗ
25
GB 710-1988
GB 708-1988
иЎЁ3 зғӯеӨ„зҗҶе’ҢиЎЁйқўеӨ„зҗҶ
жқҗж–ҷ
зғӯеӨ„зҗҶ
иЎЁйқўеӨ„зҗҶ
30CrMnSiAгҖҒML30CrMnSiAгҖҒML16CrSiNi
HRC 30~36
й•Җй•үй’қеҢ–
ML18гҖҒ25
HRC 33~39
й•Җй•үй’қеҢ–
Cr17Ni2
HRC 33~39
й’қеҢ–
иЎЁ4 й•ҖеұӮеҺҡеәҰ
иһәи·қPпјҢmm
Pпјң0.8
0.8вүӨPпјң1.5
P=1.5
й•ҖеұӮеҺҡеәҰпјҢОјm
3~5
5~8
8~12
-
иһәзә№
2.1 иһәзә№жҢүдёӢеҲ—ж ҮеҮҶ
GB 192 жҷ®йҖҡиһәзә№ еҹәжң¬зүҷеһӢпјӣ
GB 193 жҷ®йҖҡиһәзә№ зӣҙеҫ„дёҺиһәи·қзі»еҲ—пјӣ
GB 196 жҷ®йҖҡиһәзә№ еҹәжң¬е°әеҜёпјӣ
GB 197 жҷ®йҖҡиһәзә№ е…¬е·®дёҺй…ҚеҗҲпјӣ
GB 2515 жҷ®йҖҡиһәзә№ жңҜиҜӯпјӣ
GB 2516 жҷ®йҖҡиһәзә№ еҒҸе·®иЎЁгҖӮ
2.2 иһәзә№зҡ„е…¬е·®еёҰпјҢзІ—зүҷжҢү5HпјҢз»ҶзүҷжҢү6HгҖӮ
2.3 иһәзә№зүҷдҫ§иЎЁйқўзІ—зіҷеәҰеә”дёҚеӨ§дәҺ3.2ОјmпјҢиЎЁйқўдёҚе…Ғи®ёжңүиЈӮзә№пјҢжҜӣеҲәе’Ңж–ӯжүЈгҖӮ
-
е°әеҜёе’Ңе…¬е·®
3.1 дёҖиҲ¬е…¬е·®жҢүH13жҲ–h13пјҢй•ҝеәҰе°әеҜёе…¬е·®жҢүJs14гҖӮ
3.2 е…ӯи§’иҮӘй”ҒиһәжҜҚзҡ„йЎ¶еңҶзӣҙеҫ„D1еҸҠйЎ¶еңҶдёҺдҫ§йқўдәӨжҺҘеӨ„зҡ„еҖ’и§’жҢүеӣҫ1гҖӮ
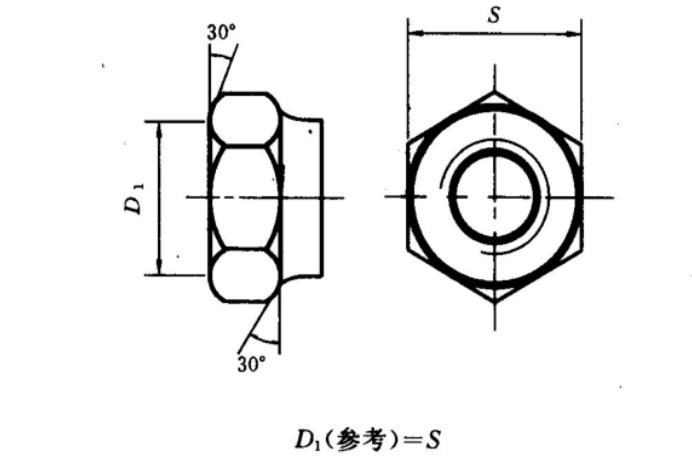
еӣҫ1
3.3 иҮӘй”ҒиһәжҜҚиһәзә№еӯ”дёӨз«Ҝзҡ„еҖ’и§’жҢүеӣҫ2гҖӮ
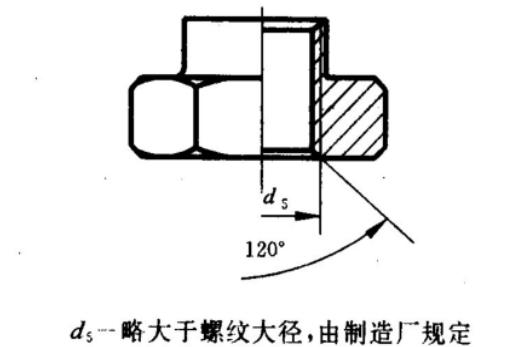
еӣҫ2
3.4 еҪ“йҮҮз”ЁжӢүдјёе·ҘиүәеҲ¶йҖ ж—¶пјҢжүҳжқҝиҮӘй”ҒиһәжҜҚе’ҢжёёеҠЁиҮӘй”ҒиһәжҜҚзҡ„еә•йқўе–ҮеҸӯеҸЈпјҲи§Ғеӣҫ3пјүжҢүдёӢеҲ—规е®ҡгҖӮ
3.4.1 еҜ№дәҺеҚ•иҖігҖҒеҸҢиҖіжүҳжқҝиҮӘй”ҒиһәжҜҚпјҡD2вүӨD-1пјӣ
3.4.2 еҜ№дәҺи§’еҪўжүҳжқҝиҮӘй”ҒиһәжҜҚпјҡD2вүӨ2R-1пјӣ
3.4.3 еҜ№дәҺжёёеҠЁиҮӘй”ҒиһәжҜҚпјҡD2вүӨB-1пјӣ
3.4.4 h 2дёҚеӨ§дәҺ1.5bгҖӮ

еӣҫ3
3.5 иҮӘй”ҒиһәжҜҚзҡ„ж”ҜжүҝйқўAеҜ№иһәзә№еӯ”dиҪҙзәҝзҡ„еһӮзӣҙеәҰи§Ғеӣҫ4е’Ңеӣҫ5гҖӮ
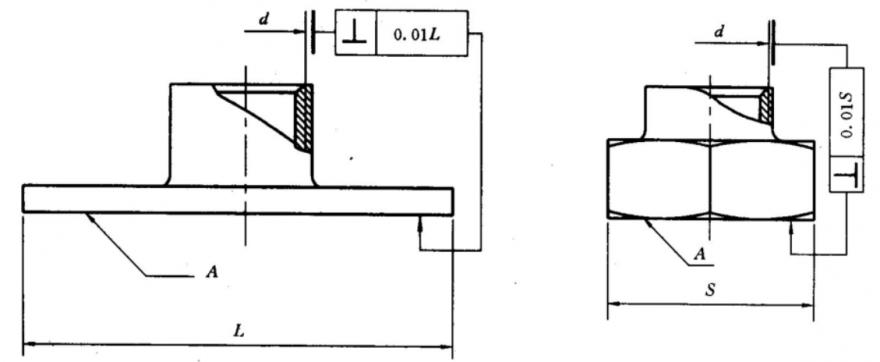
еӣҫ4 еӣҫ5
3.6 иҮӘй”ҒиһәжҜҚиһәзә№еӯ”dеҜ№зӣҙеҫ„d1зҡ„еҗҢиҪҙеәҰи§Ғеӣҫ6е’ҢиЎЁ5гҖӮ
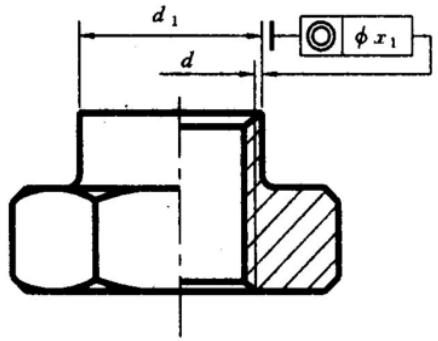
еӣҫ6
иЎЁ5
d
x1
вүӨ5
ПҶ0.1
пјһ5
ПҶ0.16
3.7 иҮӘй”ҒиһәжҜҚе…ӯи§’еҜ№иҫ№еҜ№зӣҙеҫ„d1зҡ„еҜ№з§°еәҰи§Ғеӣҫ7е’ҢиЎЁ6гҖӮ
еӣҫ7
иЎЁ6
d1
x2
вүӨ12
0.3
пјһ12
0.4
-
еӨ–и§ӮиҰҒжұӮ
4.1 дёҚе…Ғи®ёжңүиЈӮзә№е’ҢжҜӣеҲәгҖӮ
4.2 ж°”еҜҶжүҳжқҝиҮӘй”ҒиһәжҜҚзҡ„еҜҶе°Ғжқҗж–ҷдёҠдёҚе…Ғи®ёжңүж°”еӯ”гҖҒеҺӢз—•гҖҒиЈӮзә№е’ҢеӨ№жқӮзү©гҖӮ
4.3 е…Ғи®ёжңүдёҚеҪұе“ҚдҪҝз”Ёзҡ„з”ұдәҺеҺҹжқҗж–ҷиЎЁйқўзјәйҷ·жҲ–е·Ҙе…·йҖ жҲҗзҡ„е…¶ж·ұеәҰдёҚи¶…иҝҮзӣёеә”е°әеҜёе…¬е·®д№ӢеҚҠзҡ„еҲ’дјӨжҲ–еҮ№з—•гҖӮ
4.4 йҮҮз”ЁжӢүдјёе·ҘиүәеҠ е·Ҙзҡ„иҮӘй”ҒиһәжҜҚгҖҒиҪҰеҲ¶еҠ е·Ҙзҡ„иҮӘй”ҒиһәжҜҚе’ҢеҶІеҲҮеҠ е·Ҙзҡ„йӣ¶д»¶дёҚиҝӣиЎҢеҲҮеүҠеҠ е·Ҙзҡ„иЎЁйқўпјҢе…¶иЎЁйқўзІ—зіҷеәҰеә”з¬ҰеҗҲеҺҹжқҗж–ҷжҠҖжңҜжқЎд»¶зҡ„规е®ҡгҖӮ
4.5 ж ҮеҮҶдёӯ规е®ҡзҡ„иЎЁйқўзІ—зіҷеәҰжҳҜиЎЁйқўеӨ„зҗҶеүҚзҡ„иҰҒжұӮгҖӮй•ҰеҲ¶пјҲжҲ–жЁЎеҺӢпјүйӣ¶д»¶зҡ„иЎЁйқўзІ—зіҷеәҰдёҚжЈҖжҹҘгҖҒз”ұжЁЎе…·дҝқиҜҒгҖӮ
4.6 ж №жҚ®йңҖж–№иҰҒжұӮпјҢе…Ғи®ёеҲ¶жҲҗдёҚеёҰй“Ҷй’үеӯ”зҡ„жүҳжқҝиҮӘй”ҒиһәжҜҚпјҢ并еңЁи®ўеҚ•дёӯжіЁжҳҺгҖӮ
-
收еҸЈ
5.1 收еҸЈеңЁзғӯеӨ„зҗҶеүҚиҝӣиЎҢгҖӮ
5.2 дё»иҰҒзҡ„收еҸЈеҪўејҸпјҡеҪ“dвүӨ10mmж—¶жҢүеӣҫ8пјӣеҪ“dпјһ10mmж—¶жҢүеӣҫ9гҖӮ
5.3 收еҸЈе°әеҜёжҢүиЎЁ7гҖӮ
еӣҫ8
еӣҫ9
иЎЁ7
иһәзә№зӣҙеҫ„
3
4
5
6
8
10
12
14
16
18
20
22
24
d1
еҹәжң¬е°әеҜё
3.7
4.8
5.8
6.9
9
9.2
11
13.2
15.5
17.6
19.6
21.6
23.7
25.7
жһҒйҷҗеҒҸе·®
0
-0.06
0
-0.1
d2
еҹәжң¬е°әеҜё
3.4
4.5
5.5
6.5
8.5
8.5
10.5
12.8
15.1
17.2
19.2
21.1
23.2
25.2
жһҒйҷҗеҒҸе·®
Вұ0.06
Вұ0.08
Вұ0.05
h3Вұ0.2
1
1.4
1.6
2
2.5
2.5
3
жіЁпјҡв‘ R0.1~0.3дҫӣжЁЎе…·и®ҫи®Ўз”ЁпјҢеңЁйӣ¶д»¶дёҠдёҚжЈҖжҹҘгҖӮ
в‘Ў d2еңЁh3/2еӨ„жөӢйҮҸпјҢеҪ“иҮӘй”ҒиһәжҜҚзҡ„й”Ғзҙ§жҖ§иғҪиҜ•йӘҢз¬ҰеҗҲиЎЁ9规е®ҡж—¶пјҢеҲҷd2е°әеҜёдёҚдҪңдёәйӘҢ收дҫқжҚ®гҖӮ
в‘ў h3Вұ0.2з”ұе·Ҙе…·дҝқиҜҒпјҢеңЁйӣ¶д»¶дёҠдёҚжЈҖжҹҘгҖӮ
-
иҜ•йӘҢ
6.1 жҠ—жӢүиҜ•йӘҢ
6.1.1 иҝӣиЎҢжҠ—жӢүиҜ•йӘҢзҡ„иҮӘй”ҒиһәжҜҚд»…йҷҗдәҺиһәзә№зӣҙеҫ„еӨ§дәҺ4mmзҡ„иҪ»еһӢе’Ңзҗғйқўе…ӯи§’иҮӘй”ҒиһәжҜҚпјҲGB 925-1988е’ҢGB 927-1988пјүгҖҒжүҳжқҝиҮӘй”ҒиһәжҜҚпјҲGB 929~931-1988пјүе’ҢжёёеҠЁиҮӘй”ҒиһәжҜҚпјҲGB 938-1988пјүе…¶жңҖе°ҸиҪҙеҗ‘з ҙеқҸеҠӣжҢүиЎЁ8гҖӮ
иЎЁ8
иһәзә№зӣҙеҫ„
mm
5
6
8
10
жңҖе°ҸиҪҙеҗ‘з ҙеқҸеҠӣ
N
13300
18700
34400
54900
6.1.2 жҠ—жӢүиҜ•йӘҢеңЁжӢүеҠӣиҜ•йӘҢжңәдёҠиҝӣиЎҢпјҢи§Ғеӣҫ10гҖӮ
еӣҫ10
6.2 й”Ғзҙ§жҖ§иғҪиҜ•йӘҢ
6.2.1 иҮӘй”ҒиһәжҜҚзҡ„第1ж¬ЎжӢ§е…ҘжңҖеӨ§еҠӣзҹ©е’Ң第15ж¬ЎжӢ§еҮәжңҖе°ҸеҠӣзҹ©жҢүиЎЁ9гҖӮ
иЎЁ9
иһәзә№зӣҙеҫ„
mm
3
4
5
6
8
10
12
14
16
18
20
22
24
第1ж¬ЎжӢ§е…Ҙ
жңҖеӨ§еҠӣзҹ© NВ·m
0.49
0.588
0.883
1.961
4.903
6.865
9.807
12.749
15.691
18.633
20.594
22.555
24.517
第15ж¬ЎжӢ§еҮә
жңҖе°ҸеҠӣзҹ© NВ·m
0.029
0.098
0.147
0.196
0.392
0.588
0.981
1.471
1.961
2.452
2.942
3.432
3.923
6.2.2 й”Ғзҙ§жҖ§иғҪиҜ•йӘҢж–№жі•пјҡиҮӘй”ҒиһәжҜҚеңЁиҜ•йӘҢиһәж “дёҠеә”жӢ§е…ҘгҖҒжӢ§еҮә15дёӘе®Ңж•ҙе‘ЁжңҹгҖӮиҮӘй”ҒиһәжҜҚд»ҺжӢ§е…Ҙиө·зӮ№ж—ӢиҝӣиҮіжӢ§е…Ҙз»ҲзӮ№пјҢдёәдёҖдёӘе®Ңж•ҙзҡ„жӢ§е…Ҙе‘ЁжңҹпјӣиҮӘй”ҒиһәжҜҚд»ҺжӢ§еҮәиө·зӮ№ж—ӢйҖҖиҮіжӢ§еҮәз»ҲзӮ№пјҢдёәдёҖдёӘе®Ңж•ҙзҡ„жӢ§еҮәе‘ЁжңҹгҖӮ
жӢ§е…Ҙиө·зӮ№пјҡжҢҮиҜ•йӘҢиһәж “ејҖе§Ӣиҝӣе…ҘиҮӘй”ҒиһәжҜҚзҡ„й”Ғзҙ§йғЁдҪҚж—¶гҖӮжӢ§е…Ҙиө·зӮ№дәҰжҳҜжӢ§еҮәз»ҲзӮ№пјҢи§Ғеӣҫ11гҖӮ
жӢ§е…Ҙз»ҲзӮ№пјҡжҢҮиҜ•йӘҢиһәж “жӢ§е…ҘиһәжҜҚпјҢе…¶жң«з«ҜжӢ§еҮәдёүеҖҚиһәи·қж—¶гҖӮжӢ§е…Ҙз»ҲзӮ№дәҰжҳҜжӢ§еҮәиө·зӮ№гҖӮи§Ғеӣҫ12гҖӮ

еӣҫ11 жӢ§е…Ҙиө·зӮ№пјҲжӢ§еҮәз»ҲзӮ№пјүзӨәж„Ҹеӣҫ еӣҫ12 жӢ§е…Ҙз»ҲзӮ№пјҲжӢ§еҮәиө·зӮ№пјүзӨәж„Ҹеӣҫ
6.2.2.1 第1ж¬ЎжӢ§е…ҘжңҖеӨ§еҠӣзҹ©зҡ„жөӢе®ҡпјҡеңЁз¬¬1ж¬ЎжӢ§е…Ҙе‘Ёжңҹдёӯзҡ„жңҖеӨ§еҠӣзҹ©з§°дёә第1ж¬ЎжӢ§е…ҘжңҖеӨ§еҠӣзҹ©гҖӮ
6.2.2.2 第15ж¬ЎжӢ§еҮәжңҖе°ҸеҠӣзҹ©зҡ„жөӢе®ҡпјҡеңЁз¬¬15ж¬ЎжӢ§еҮәе‘ЁжңҹдёӯпјҢиҜ•йӘҢиһәж “д»ҺжӢ§еҮәиө·зӮ№жӢ§еҮәдәҢеҖҚиһәи·қпјҲеҚіиҪ¬еҠЁдәҢеңҲпјүиҝҷдёӘиҝҮзЁӢдёӯзҡ„жңҖе°ҸеҠӣзҹ©з§°дёә第15ж¬ЎжӢ§еҮәжңҖе°ҸеҠӣзҹ©гҖӮ
6.2.2.3 иҜ•йӘҢиһәж “зҡ„жӢ§е…Ҙе’ҢжӢ§еҮәеқҮж— иҪҙеҗ‘иҪҪиҚ·пјҢ并еңЁиҜ•йӘҢиһәж “пјҲжҲ–иҮӘй”ҒиһәжҜҚпјүиһәзә№дёҠж¶Ӯд»Ҙд»»дҪ•зүҢеҸ·зҡ„дёӯжҖ§ж¶Ұж»‘жҲ–дёӯжҖ§ж¶Ұж»‘и„ӮгҖӮ
6.2.2.4 д»Һ第1ж¬ЎжӢ§е…ҘеҲ°з¬¬15ж¬ЎжӢ§еҮәеҸҜиҝһз»ӯиҝӣиЎҢпјҢе…¶иҪ¬еҠЁйҖҹеәҰиҰҒеқҮеҢҖе№ізЁігҖӮеңЁиҜ•йӘҢиҝҮзЁӢдёӯпјҢиҮӘй”ҒиһәжҜҚзҡ„жё©еәҰдёҚеҫ—й«ҳдәҺзҺҜеўғпјҲиҜ•йӘҢең°зӮ№пјүжё©еәҰеҠ 25в„ғгҖӮдҪҶиҮӘй”ҒиһәжҜҚжё©еәҰжңҖй«ҳдёҚеҫ—и¶…иҝҮ50в„ғгҖӮе…¶жөӢжё©зӮ№пјҡе…ӯи§’иҮӘй”ҒиһәжҜҚеңЁrеӨ„пјӣиҪ»еһӢе…ӯи§’иҮӘй”ҒиһәжҜҚгҖҒжүҳжқҝиҮӘй”ҒиһәжҜҚе’ҢжёёеҠЁиҮӘй”ҒиһәжҜҚеңЁж”¶еҸЈеӨ„гҖӮи§Ғеӣҫ13гҖӮ
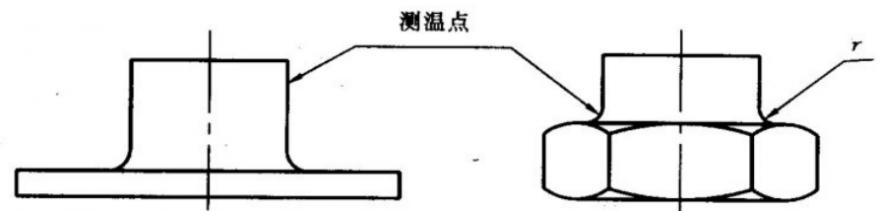
еӣҫ13
6.2.2.5 жүӯеҠӣиҜ•йӘҢи®ҫеӨҮзҡ„еҠӣзҹ©иҜҜе·®дёҚеӨ§дәҺ1%гҖӮ
6.2.2.6 иҜ•йӘҢиһәж “еә”иғҪз”ЁжүӢжҢҮе°ҶиҮӘй”ҒиһәжҜҚиҮӘз”ұең°ж—ӢеҲ°й”Ғзҙ§йғЁдҪҚгҖӮ
a. зўізҙ з»“жһ„й’ўе’ҢеҗҲйҮ‘з»“жһ„й’ўиҮӘй”ҒиһәжҜҚиҜ•йӘҢиһәж “з”Ё30CrMnSiAжқҗж–ҷеҲ¶йҖ пјҢCr17Ni2иҮӘй”ҒиһәжҜҚиҜ•йӘҢиһәж “з”ЁCr17Ni2жқҗж–ҷеҲ¶йҖ пјҲе…Ғи®ёз”Ё30CrMnSiAжқҗж–ҷеҲ¶йҖ пјүгҖӮ
b. иҜ•йӘҢиһәж “зҡ„иһәзә№жҢүGB 196гҖҒGB 197пјҢе…¬е·®еёҰдёә5h6hгҖӮ
c. иҜ•йӘҢиһәж “иһәзә№зүҷдҫ§иЎЁйқўзІ—зіҷеәҰеә”дёҚеӨ§дәҺ1.6ОјmпјҢиһәзә№дёӯеҫ„дёҚеҫ—жңүеҖ’й”ҘпјҢиһәзә№иЎЁйқўеә”е…үжҙҒпјҢдёҚеҫ—жңүжҜӣеҲәпјҢж–ӯжүЈе’ҢеҺӢдјӨгҖӮ
d.иҜ•йӘҢиһәж “зғӯеӨ„зҗҶПғbдёҚдҪҺдәҺ1175MPaпјҢдҪҶдёҚй«ҳдәҺ1570MPaгҖӮ
e. 30CrMnSiAжқҗж–ҷзҡ„иҜ•йӘҢиһәж “иЎЁйқўеҸ‘и“қжҲ–й•Җй•үй’қеҢ–пјҢй•ҖеұӮеҺҡеәҰдёә3~5ОјmпјҢ并计算еңЁиһәзә№е°әеҜёе…¬е·®иҢғеӣҙеҶ…гҖӮCr17Ni2жқҗж–ҷзҡ„иҜ•йӘҢиһәж “иЎЁйқўй’қеҢ–еӨ„зҗҶгҖӮ
f. еҒҡиҝҮиҜ•йӘҢзҡ„иҜ•йӘҢиһәж “пјҢиһәзә№зЈЁжҚҹеңЁе…¬е·®иҢғеӣҙеҶ…пјҢжІЎжңүжҳҺжҳҫзҡ„еҲ’дјӨпјҢе…Ғ许继з»ӯдҪҝз”ЁгҖӮ
6.2.2.7 ж°”еҜҶжүҳжқҝиҮӘй”ҒиһәжҜҚпјҲGB 932~933-1988пјүе’ҢжҲҗз»„жёёеҠЁжүҳжқҝиҮӘй”ҒиһәжҜҚпјҲGB 937-1988пјүзҡ„й”Ғзҙ§жҖ§иғҪиҜ•йӘҢеңЁз»„иЈ…еүҚиҝӣиЎҢгҖӮ
6.2.3 еҪ“жңүдәүи®®ж—¶пјҢеә”йҮҮз”Ёд»ІиЈҒиҜ•йӘҢиһәж “пјҢе…¶еӨ§еҫ„е’Ңдёӯеҫ„е…¬е·®еә”жҳҜе…¬е·®еёҰйқ иҝ‘дёӢйҷҗ1/2зҡ„иҢғеӣҙеҶ…гҖӮ
-
йӘҢ收规еҲҷ
7.1 иҮӘй”ҒиһәжҜҚеә”з”ұеҲ¶йҖ еҺӮзҡ„жҠҖжңҜжЈҖйӘҢйғЁй—ЁиҝӣиЎҢжЈҖйӘҢгҖӮеҲ¶йҖ еҺӮеә”дҝқиҜҒжүҖжңүеҮәеҺӮзҡ„иҮӘй”ҒиһәжҜҚз¬ҰеҗҲжң¬жҠҖжңҜжқЎд»¶е’Ңзӣёеә”ж ҮеҮҶзҡ„иҰҒжұӮпјҢ并еңЁжҜҸжү№дёӯйҷ„жңүеҗҲж јиҜҒгҖӮ
7.2 иҮӘй”ҒиһәжҜҚеә”жҲҗжү№жҸҗдәӨжЈҖйӘҢпјҢжҜҸжү№еә”з”ұеҗҢдёҖеҪўејҸпјҢеҗҢдёҖе°әеҜёе’ҢеҗҢдёҖзӮүеҸ·жқҗж–ҷеҲ¶йҖ пјҢ并жҢүеҗҢдёҖ规иҢғиҝӣиЎҢзғӯеӨ„зҗҶзҡ„иҮӘй”ҒиһәжҜҚз»„жҲҗгҖӮ
7.3 е°әеҜёйӘҢ收зҡ„жҠҪж ·ж–№жЎҲжҢүиЎЁ10гҖӮ
иЎЁ10
жү№йҮҸ
N
ж ·жң¬еӨ§е°Ҹ
n
AQL 0.065%
AQL 1.0%
AQL 2.5%
AQL 4.0%
Ac
LQ%
Ac
LQ%
Ac
LQ%
Ac
LQ%
вүӨ280
32
0
1.2
0
16
2
16
3
20
281~500
50
0
1.2
1
7.6
3
13
5
18
501~1200
80
0
1.2
2
6.5
5
11
7
14
1201~3200
125
0
1.2
3
5.4
7
9.4
10
12
вүҘ3201
200
0
1.2
5
4.6
10
77
14
10
жіЁпјҡеҰӮжһңжү№йҮҸе°ҸдәҺж ·жң¬еӨ§е°ҸеҲҷ100%жЈҖжҹҘгҖӮ
7.3.1 жҠҪжҹҘйЎ№зӣ®еҸҠеҗҲж јиҙЁйҮҸж°ҙе№і(AQL)жҢүиЎЁ11гҖӮ
иЎЁ11
зұ»еҲ«
еҗҲж јиҙЁйҮҸж°ҙе№і(AQL)
жҠҪжҹҘйЎ№зӣ®
第дёҖзұ»
101
102
103
1.0%
иһәзә№
ж”Ҝжүҝйқўзҡ„еһӮзӣҙеәҰ
й”Ғзҙ§йғЁдҪҚзҡ„еҸҳеҪў
第дәҢзұ»
201
202
203
2.5%
жүҳжқҝиҮӘй”ҒиһәжҜҚй“Ҷй’үеӯ”зҡ„е°әеҜё
иҮӘй”ҒиһәжҜҚзҡ„жҖ»й«ҳеәҰ
иҮӘй”ҒиһәжҜҚзҡ„еҗҢиҪҙеәҰ
第дёүзұ»
301
302
303
4.0%
е…ӯи§’еӨҙеҪў
е…ӯи§’й«ҳеәҰ
е…¶д»–
7.3.2 д»ҺжЈҖжҹҘжү№дёӯйҡҸжңәеҸ–ж ·пјҢйҖҗйЎ№иҝӣиЎҢжЈҖжҹҘпјҢ并еҲҶзұ»и®°еҪ•дёҚеҗҲж је“Ғж•°пјҢеҰӮжһңжҜҸзұ»дёҚеҗҲж је“Ғж•°дёҚеӨ§дәҺеҗҲж јеҲӨе®ҡж•°пјҲAcпјүпјҢеҲҷиҜҘжү№иһәжҜҚеҸҜжҺҘ收пјҢеҗҰеҲҷдәҲд»ҘжӢ’收гҖӮ
7.4 жҠ—жӢүжҖ§иғҪе’Ңй”Ғзҙ§жҖ§иғҪзҡ„жҠҪж ·ж–№жЎҲжҢүиЎЁ12гҖӮ
7.4.1 д»ҺжЈҖжҹҘжү№дёӯйҡҸжңәеҸ–ж ·пјҢйҖҗйЎ№иҝӣиЎҢжЈҖжҹҘпјҢжүҖжңүиҜ•йӘҢйЎ№зӣ®зҡ„ж ·е“Ғе…ЁйғЁеҗҲж јпјҢеҲҷиҜҘжү№иһәжҜҚеҸҜжҺҘ收пјҢеҗҰеҲҷдәҲд»ҘжӢ’收гҖӮ
иЎЁ12
жү№йҮҸ
ж ·жң¬еӨ§е°Ҹ
иҜ•йӘҢйЎ№зӣ®
вүӨ500
501~1200
1201~3200
вүҘ3201
жҠ—жӢүиҜ•йӘҢ
5
8
10
12
й”Ғзҙ§жҖ§иғҪиҜ•йӘҢ
5
8
10
12
еҗҲж јеҲӨе®ҡж•°Ac
0
0
0
0
7.5 еӨ–и§ӮжЈҖжҹҘйЎ№зӣ®жҢүиЎЁ13пјҢжҠҪж ·ж–№жЎҲиЎЁ10гҖӮ
иЎЁ13
зұ»еҲ«
еҗҲж јиҙЁйҮҸж°ҙе№і(AQL)
жҠҪжҹҘйЎ№зӣ®
第дёҖзұ»
101
0.065%
иЈӮзә№жЈҖжҹҘ
第дәҢзұ»
201
1.0%
жҜӣеҲәгҖҒеҲ’дјӨгҖҒеҺӢдјӨеҸҠе…¶д»–жңәжў°жҚҹдјӨпјҢе·Ҙе…·з—•иҝ№
7.5.1 д»ҺжЈҖжҹҘжү№дёӯйҡҸжңәеҸ–ж ·пјҢеҰӮжһңдёҚеҗҲж је“Ғж•°жңӘи¶…иҝҮеҗҲж јеҲӨе®ҡж•°пјҲAcпјүпјҢеҲҷиҜҘжү№иһәжҜҚеҸҜжҺҘ收пјҢеҗҰеҲҷдәҲд»ҘжӢ’收гҖӮ
-
дҪҝз”ЁиҜҙжҳҺ
8.1 еңЁз»“жһ„дёҠе®үиЈ…жІЎжңүж¶Ұж»‘ж¶ӮеұӮзҡ„иҮӘй”ҒиһәжҜҚж—¶пјҢеҝ…йЎ»еңЁиһәжҜҚзҡ„иһәзә№жҲ–иһәж “пјҲиһәй’үпјүзҡ„иһәзә№дёҠж¶Ӯд»Ҙд»»дҪ•зүҢеҸ·зҡ„дёӯжҖ§ж¶Ұж»‘жІ№жҲ–дёӯжҖ§ж¶Ұж»‘и„ӮгҖӮжңүзү№ж®ҠиҰҒжұӮдёҚе…Ғи®ёж¶ӮдёӯжҖ§ж¶Ұж»‘жІ№жҲ–дёӯжҖ§ж¶Ұж»‘и„Ӯж—¶пјҢеә”еңЁдә§е“Ғеӣҫж ·дёӯжіЁжҳҺгҖӮ
8.2 зўізҙ з»“жһ„й’ўгҖҒеҗҲйҮ‘з»“жһ„й’ўе’ҢCr17Ni2жқҗж–ҷзҡ„иҮӘй”ҒиһәжҜҚжңҖй«ҳдҪҝз”Ёжё©еәҰдёә200в„ғгҖӮж°”еҜҶжүҳжқҝиҮӘй”ҒиһәжҜҚзҡ„дҪҝз”Ёжё©еәҰдёә -40в„ғ~ +80в„ғгҖӮ
-
ж Үеҝ—е’ҢеҢ…иЈ…
ж Үеҝ—е’ҢеҢ…иЈ…жҢүGB 90-1985гҖҠзҙ§еӣә件йӘҢ收жЈҖжҹҘгҖҒж Үеҝ—дёҺеҢ…иЈ…гҖӢгҖӮ
жӣҙеӨҡзӣёе…іж•°жҚ®
| иҮӘй”ҒиһәжҜҚжҠҖжңҜжқЎд»¶ |