-
еҹәжң¬и§„еҲҷдёҺжҠҖжңҜиҰҒжұӮгҖҒзҙ§еӣә件зү№жҖ§зҡ„йӘҢ收жЈҖжҹҘзЁӢеәҸ
4 еҹәжң¬и§„еҲҷдёҺжҠҖжңҜиҰҒжұӮ
4.1 йңҖж–№и®Өдёәеҝ…иҰҒжҲ–з»ҸжөҺеҗҲзҗҶж—¶пјҢеҸҜеҜ№е·ІдәӨд»ҳзҡ„зҙ§еӣә件иҝӣиЎҢеҠҹиғҪе’ҢдҪҝз”ЁжҖ§зҡ„жЈҖжҹҘгҖӮеҪ“з”ҹдә§иҖ…йЈҺйҷ©дёҚеӨ§дәҺ5%ж—¶пјҢдёҚеҝ…йў„е…ҲиҫҫжҲҗеҚҸи®®гҖӮ
4.2 еңЁйӘҢ收жЈҖжҹҘзҡ„иҝҮзЁӢдёӯпјҢеә”ејәи°ғпјҢзқҖйҮҚиҖғиҷ‘дә§е“ҒжҳҜеҗҰз¬ҰеҗҲе…¶йў„жңҹзҡ„еҠҹиғҪгҖӮд»…еҪ“зјәйҷ·жҚҹе®ідәҶзҙ§еӣә件预жңҹеҠҹиғҪжҲ–дҪҝз”ЁиҰҒжұӮж—¶пјҢжүҚеҸҜжҸҗеҮәжӢ’收гҖӮеӣ жӯӨпјҢж ҮеҮҶ规е®ҡзҡ„жүҖжңүжЈҖйӘҢ并йқһйғҪиҰҒиҝӣиЎҢгҖӮ
еҜ№жҹҘеҮәзҡ„зјәйҷ·пјҢйңҖж–№еә”з»ҷдҫӣж–№ж ёе®һзҡ„жңәдјҡгҖӮ
жЈҖжҹҘж—¶пјҢеҜ№д»ҘеҗҺзҡ„дҪҝз”ЁеҠҹиғҪе°ҡдёҚиғҪзЎ®е®ҡиҖ…пјҲеҰӮеә“еӯҳйӣ¶д»¶пјүпјҢеҲҷеҜ№д»»дҪ•дёҚз¬ҰеҗҲ规е®ҡе…¬е·®зҡ„жғ…еҶөеқҮеә”дҪңдёәжҚҹе®іеҠҹиғҪжҲ–дҪҝз”ЁиҰҒжұӮиҖҢи®°еҪ•еңЁжЎҲгҖӮ
4.3 е·ІжӢ’收зҡ„зҙ§еӣә件жү№пјҢйҷӨйқһеҜ№зјәйҷ·з»ҸиҝҮдҝ®ж•ҙжҲ–еҲҶзұ»пјҲи§Ғ5.6пјүпјҢеҗҰеҲҷдёҚиғҪжҸҗдәӨеӨҚжЈҖгҖӮ
4.4 жЈҖжҹҘдёӯдҪҝз”ЁйҮҸ规е’ҢжөӢйҮҸд»ӘеҷЁж—¶пјҢеҰӮжһңзҙ§еӣә件зҡ„е°әеҜёе’ҢжҖ§иғҪеқҮеңЁи§„е®ҡзҡ„жһҒйҷҗиҢғеӣҙеҶ…пјҢеҲҷдёҚеә”еҶіе®ҡжӢ’收任дҪ•зҙ§еӣә件гҖӮеҰӮжңүдәүи®®пјҢеә”дҪҝз”ЁзӣҙжҺҘжөӢйҮҸпјҢд»ҘдҫҝеҲӨе®ҡгҖӮдҪҶдёҚйҖӮз”ЁдәҺиһәзә№жЈҖжҹҘгҖӮз”ЁйҮҸ规жЈҖйӘҢиһәзә№жҳҜеҶіе®ҡжҖ§зҡ„пјҲи§ҒGB/T 3934пјүгҖӮ
4.5 еҚідҪҝз¬ҰеҗҲжң¬ж ҮеҮҶйӘҢ收жқЎд»¶зҡ„дә§е“Ғжү№пјҢд№ҹеә”е°ҪеҸҜиғҪеү”йҷӨдёӘеҲ«дёҚз¬ҰеҗҲжҠҖжңҜиҰҒжұӮзҡ„зҙ§еӣә件гҖӮ
5 зҙ§еӣә件зү№жҖ§зҡ„йӘҢ收жЈҖжҹҘзЁӢеәҸ1пјү
1пјүйҷ„еҪ•Aз»ҷеҮәдәҶжҺЁиҚҗзҡ„йӘҢ收жЈҖжҹҘзЁӢеәҸ
5.1 жҜҸдёҖзү№жҖ§еқҮеә”еҚ•зӢ¬иҜ„е®ҡгҖӮ
5.2 жҢүиЎЁ1пҪһиЎЁ4 зЎ®е®ҡиў«жЈҖзҙ§еӣә件зҡ„е°әеҜёзү№жҖ§йЎ№зӣ®пјҢи®°еҪ•жүҖжңүйҖӮеҗҲдәҺжЈҖжҹҘзҡ„зү№жҖ§йЎ№зӣ®дёҺе…¶зӣёеә”зҡ„AQLеҖјгҖӮи®°еҪ•иЎЁ6пҪһиЎЁ9дёӯз»ҷеҮәзҡ„жүҖжңүеә”дәҲжЈҖжҹҘзҡ„гҖҒе°әеҜёзү№жҖ§йЎ№зӣ®д»ҘеӨ–зҡ„зү№жҖ§дёҺзӣёеә”зҡ„AQLеҖјгҖӮ
5.3 ж №жҚ®4.1йҖүжӢ©йҖӮеҪ“зҡ„LQ10еҖј(зӨәдҫӢи§ҒиЎЁ5)гҖӮ
жіЁ1пјҡLQ10еә”еҪ“дёҺзҙ§еӣә件зҡ„еҠҹиғҪжҲ–дҪҝз”ЁжҲ–дәҢиҖ…зӣёйҖӮеә”гҖӮеҜ№еӨҡж•°йҮҚиҰҒзҙ§еӣә件зҡ„еҠҹиғҪжҲ–дҪҝз”ЁпјҢ LQ10еҖјеҸҜд»ҘжҳҜиҫғе°Ҹзҡ„пјҢдҪҶиҝҷе°ҶиҰҒжұӮиҫғеӨ§зҡ„ж ·жң¬ж•°йҮҸе’Ңиҫғй«ҳзҡ„жЈҖжҹҘжҲҗжң¬гҖӮеҰӮжһңиҜҘжү№дә§е“Ғе·ІзҹҘжҳҜйҮҮз”Ёиҝһз»ӯз”ҹдә§жҺ§еҲ¶зҡ„пјҢеҲҷеҸҜиғҪеҮҸе°‘иў«жЈҖзҙ§еӣә件зҡ„жҜ”дҫӢгҖӮеҰӮжһңиў«жЈҖжү№жҳҫзӨәдәҶеҘҪзҡ„иҙЁйҮҸпјҢеңЁиҝҷз§ҚжҒ¬еҶөдёӢйҖүеҸ–иҫғеӨ§зҡ„LQ10еҖјгҖӮзӣёеҸҚпјҢеҰӮжһңиҜҘжү№дә§е“ҒдёҚиғҪжҺЁжөӢе…¶иҙЁйҮҸжҳҜеқҮеҢҖдёҖиҮҙзҡ„пјҢжҲ–иҖ…жҳҜз”ұеӨҡдёӘеҲ¶йҖ иҖ…жҸҗдҫӣзҡ„пјҢеҲҷеҸҜиғҪйңҖиҰҒжҸҗй«ҳиў«жЈҖзҙ§еӣә件зҡ„жҜ”дҫӢгҖӮLQ10еҖјзҡ„йҖүжӢ©еә”з”ұйңҖж–№зӢ¬иҮӘеҲӨе®ҡгҖӮ
жіЁ2пјҡиЎЁ5 зҡ„жҠҪж ·ж–№жЎҲз”ұйҖүе®ҡзҡ„AQLе’ҢдҪҝз”ЁиҖ…йЈҺйҷ©пјҲLQ10пјүзЎ®е®ҡгҖӮиҝҷдёӨдёӘеҸӮж•°дёҖж—ҰзЎ®е®ҡпјҢж ·жң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•°д№ҹйҡҸеҚізЎ®е®ҡ. GB/T 2828иЎЁ2з»ҷеҮәзҡ„жү№йҮҸдёҺж ·жң¬еӨ§е°Ҹзҡ„е…ізі»жҳҜдёҚйҖӮз”Ёзҡ„пјҢе®ғд»…йҖӮз”ЁдәҺиҝһз»ӯжү№зҡ„жЈҖжҹҘгҖӮеӣ жӯӨпјҢеҰӮиғҪйҖүе®ҡйҖӮеҪ“зҡ„LQ10пјҢеҲҷиЎЁ5д№ҹиғҪеҫҲеҘҪзҡ„з”ЁдәҺеӯӨз«Ӣжү№гҖӮ
5.4 е·ІзҹҘAQLе’ҢйҖүз”Ёзҡ„LQ10,еҲҷеҸҜжҹҘеҮәж ·жң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•°пјҢеҰӮиЎЁ5жүҖзӨәгҖӮ
5.5 жҢү3.6зҡ„иҰҒжұӮпјҢеҜ№жҜҸдёҖзү№жҖ§жҠҪеҸ–ж ·жң¬гҖҒиҝӣиЎҢжЈҖжҹҘпјҢ并记еҪ•дёҚеҗҲж јзҙ§еӣә件зҡ„件数гҖӮеҰӮжһңзјәйҷ·ж•°е°ҸдәҺжҲ–зӯүдәҺеҗҲж јеҲӨе®ҡж•°пјҢеҲҷжҺҘ收иҜҘжү№дә§е“ҒгҖӮеңЁйқһз ҙеқҸжҖ§жЈҖжҹҘдёӯпјҢеҰӮжһңжү№йҮҸе°ҸдәҺиҰҒжұӮзҡ„ж ·жң¬ж•°пјҢеҲҷеә”иҝӣиЎҢ100%зҡ„е…ЁжЈҖгҖӮ
5.6 дёҮдёҖжӢ’收пјҢеҜ№иҜҘжү№дә§е“Ғзҡ„йҖӮеҪ“дҝ®ж•ҙеә”з”ұдҫӣйңҖеҸҢж–№еҚҸе•ҶдёҖиҮҙпјҲи§Ғ4.3пјүгҖӮ
5.7 ж— и®әдҪ•еӨ„пјҢеә”е°ҪеҸҜиғҪең°йҮҮз”ЁиҝӣиЎҢиҝҮйқһз ҙеқҸжҖ§зЎ¬еәҰиҜ•йӘҢзҡ„ж ·жң¬иҝӣиЎҢжӢүеҠӣиҜ•йӘҢгҖӮжңҖдҪҺзЎ¬еәҰзҡ„ж ·жң¬з”ЁдәҺжҠ—жӢүејәеәҰпјҢиҖҢжңҖй«ҳзЎ¬еәҰзҡ„еҲҷз”ЁдәҺдјёй•ҝзҺҮиҜ•йӘҢгҖӮжӢүеҠӣиҜ•йӘҢжҳҜз ҙеқҸжҖ§иҜ•йӘҢпјҢжҜ”йқһз ҙеқҸжҖ§зЎ¬еәҰиҜ•йӘҢиҰҒжұӮзҡ„ж ·жң¬е°‘пјҺ
жіЁпјҡд»ҘдёҠдёҚйҖӮз”ЁдәҺз ҙеқҸжҖ§зЎ¬еәҰиҜ•йӘҢпјҺдҫӢеҰӮпјҢиЎЁйқўзЎ¬еәҰгҖҒдёәзЎ®е®ҡжё—зўіжҲ–и„ұзўізҡ„пјҺд»ҘеҸҠе…¶д»–йңҖиҰҒеңЁиҜ•д»¶жҲӘйқўдёҠиҝӣиЎҢиҜ•йӘҢзҡ„зЎ¬еәҰиҜ•йӘҢгҖӮ
дҝқиҜҒиҪҪиҚ·иҜ•йӘҢеә”и§Ҷдёәз ҙеқҸжҖ§иҜ•йӘҢгҖӮ
зӨәдҫӢ 1пјҡдёҖдёӘиҙЁйҮҸзЁіе®ҡзҡ„дҫӣж–№жҸҗдҫӣзҡ„дёҖжү№Aзә§е…ӯи§’еӨҙиһәж “пјҢеҜ№е…¶иһәзә№иҝӣиЎҢжЈҖжҹҘгҖӮеңЁжӯӨжғ…еҶөдёӢпјҢLQ10пјқ6.5пјҲеҜ№еә”AQL1.0пјүжҳҜеҗҲйҖӮзҡ„пјҡAQL 1вҖ”ж ·жң¬еӨ§е°Ҹ n 80вҖ”еҗҲж јеҲӨе®ҡж•°Ac 2зӨәдҫӢ 2пјҡеҜ№дёҚдәҶи§Је®һйҷ…иҙЁйҮҸжғ…еҶөзҡ„дҫӣж–№жҸҗдҫӣзҡ„дёҖжү№еҶ…е…ӯи§’еңҶжҹұеӨҙиһәй’үдә§е“ҒпјҢеҜ№е…¶жүіжӢ§жҖ§иғҪиҝӣиЎҢжЈҖжҹҘгҖӮеңЁжӯӨжғ…еҶөдёӢпјҢеҸҜйҖүжӢ©LQ10е°‘иҮі3.0пјҡAQL 1вҖ”ж ·жң¬еӨ§е°Ҹ n 400вҖ”еҗҲж јеҲӨе®ҡж•°Ac 7зӨәдҫӢ 3пјҡжңәжў°жҖ§иғҪзҡ„жЈҖжҹҘпјҡиһәжҜҚдҝқиҜҒеә”еҠӣпјҡAQL 1.5вҖ”ж ·жң¬еӨ§е°Ҹ n 3вҖ”еҗҲж јеҲӨе®ҡж•°Ac 05.8 иЎЁйқўзјәйҷ·зҡ„йқһз ҙеқҸжҖ§жЈҖжҹҘпјҲзӣ®жөӢжЈҖжҹҘпјүпјҢз»ҸеёёжҳҜдёҚиғҪз»ҷеҮәзјәйҷ·зҡ„з§Қзұ»е’Ңе°әеҜёпјҢиҖҢзЎ®еҲҮзҡ„жғ…еҶөеҸӘиғҪз”Ёз ҙеқҸжҖ§жЈҖжҹҘдәҲд»ҘйӘҢиҜҒгҖӮеҜ№иЎЁйқўзјәйҷ·зҡ„йқһз ҙеқҸжҖ§жЈҖжҹҘйңҖиҰҒиҫғеӨ§зҡ„ж ·жң¬еӨ§е°ҸпјҢд»ҘдҫҝеңЁе…¶еҗҺиҜҶеҲ«иҝҷдәӣзјәйҷ·ж—¶иҝӣиЎҢз ҙеқҸжҖ§жЈҖжҹҘгҖӮ
5.9 AQLеҖјзҡ„йӘҢ收жЈҖжҹҘд»…жҳҜеҜ№зі»з»ҹзјәйҷ·зҡ„жғ…еҶөиҝӣиЎҢзҡ„з»ҹи®ЎиҜ„е®ҡгҖӮ
еҜ№жңӘ规е®ҡжһҒйҷҗзҡ„йқһзі»з»ҹзјәйҷ·пјҢдҫӢеҰӮпјҢвҖңжңӘзғӯеӨ„зҗҶвҖқгҖҒвҖңжңӘжү“ж Үеҝ—вҖқгҖҒвҖңжІЎжңүиһәзә№вҖқзӯүзјәйҷ·пјҢеҸӘиғҪз•ҷз»ҷдҪҝз”ЁиҖ…иҮӘиЎҢеҲӨж–ӯгҖӮиЎЁ1 иһәзә№зҙ§еӣә件зҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
дә§ е“Ғ зӯү зә§
1
2
3
4
5
6
Aе’ҢBзә§1пјүиһәж “гҖҒ
иһәй’үе’ҢиһәжҹұCзә§1пјүиһәж “гҖҒ
иһәй’үе’ҢиһәжҹұAе’ҢBзә§1пјү
иһәжҜҚCзә§1пјүиһәжҜҚ
иҮӘж”»иһәй’ү2пјүе’Ң
жңЁиһәй’үжүҖжңүжңӘеҢ…жӢ¬еңЁз¬¬5еҲ—зҡ„иҮӘжҢӨиһәй’үгҖҒиҮӘй’»иҮӘж”»иһәй’үе’Ңи–„жқҝиһәй’ү
AQL
еҜ№иҫ№е®ҪеәҰ
1
1.5
1
1.5
1.5
1
еҜ№и§’е®ҪеәҰ
1
1.5
1
1.5
1.5
1
иһәжҜҚй«ҳеәҰ
вҖ”
вҖ”
1
1.5
вҖ”
вҖ”
ејҖж§Ҫе®ҪеәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
ејҖж§Ҫж·ұеәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
еҮ№ж§ҪжҸ’е…Ҙж·ұеәҰ
1
вҖ”
вҖ”
вҖ”
1.5
1
еҶ…жүіжӢ§пјҢйҖҡ规
1
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
еҶ…жүіжӢ§пјҢжӯўи§„
1
вҖ”
вҖ”
вҖ”
вҖ”
вҖ”
еӨҙдёӢеҪўзҠ¶
1
вҖ”
вҖ”
вҖ”
вҖ”
1
иһәзә№йҖҡ规
1
1.5
1
1.5
вҖ”
13пјү
иһәзә№жӯўи§„
1
1.5
1
1.5
вҖ”
13пјү
еӨ§еҫ„
вҖ”
вҖ”
вҖ”
вҖ”
2.5
1
еҮ дҪ•е…¬е·®4пјү
1
1.5
1
1.5
2.5
1
е…¶д»–
1.5
2.5
1.5
2.5
2.5
1.5
дёҚеҗҲж јзҙ§еӣә件
2.5
4
2.5
4
4
2.5
1пјүдә§е“Ғзӯүзә§жҢүдә§е“Ғзҡ„е…¬е·®еҲҶзұ»пјҲи§ҒGB/T 3103.1пјү
2пјүиһәзә№з¬ҰеҗҲGB/T 5280 зҡ„иҮӘж”»иһәй’үгҖӮ
3пјүеҜ№жҹҗдәӣдә§е“ҒпјҲеҰӮиҮӘжҢӨиһәй’үпјүзҡ„зү№жҖ§иҜ„е®ҡдёҺиһәзә№й…ҚеҗҲзІҫеәҰжңүе…ігҖӮ
4пјүжҜҸдёҖеҮ дҪ•е…¬е·®еә”еҚ•зӢ¬иҜ„е®ҡгҖӮ
иЎЁ2 е№іеһ«еңҲзҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
дә§е“Ғзӯүзә§дёәAзә§1пјү
дә§е“Ғзӯүзә§дёәCзә§1пјү
AQL
еӯ”еҫ„
1
1.5
еӨ–еҫ„
1.5
2.5
е…¶д»–
2.5
4
1пјү дә§е“Ғзӯүзә§жҢүдә§е“Ғзҡ„е…¬е·®дёҺй…ҚеҗҲе…¬е·®пјҲи§ҒGB/T 3103.3пјүгҖӮ
иЎЁ3 й”Җзҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
дә§ е“Ғ зӯү зә§
еңҶжҹұй”Җ
еңҶй”Ҙй”Җ
й”ҖиҪҙ
еј№жҖ§й”Җ
ејҖеҸЈй”Җ
AQL
й”Җеҫ„
1
1
1
1
1.5
иЎЁйқўзІ—зіҷеәҰ
1
1
1
вҖ”
вҖ”
й”ҘеәҰ
вҖ”
1
вҖ”
вҖ”
вҖ”
е…¶д»–
2.5
2.5
2.5
2.5
2.5
иЎЁ4 зӣІй“Ҷй’үзҡ„е°әеҜёзү№жҖ§
е°әеҜёзү№жҖ§
AQL
й’үдҪ“зӣҙеҫ„
1.5
й’үдҪ“зӣҙеҫ„
1.5
й’үдҪ“еӨҙйғЁзӣҙеҫ„
1.5
й’үиҠҜдјёеҮәй•ҝеәҰ
1.5
е…¶д»–
2.5
иЎЁ5 жҠҪж ·ж–№жЎҲзӨәдҫӢ1пјү
Ac
AQL
0.65
1.0
1.5
2.5
4.0
n2пјү
LQ100
8
5
3
вҖ”
вҖ”
25
37
54
1
50
32
20
13
8
7.6
12
18
27
42
2
125
80
50
32
20
4.3
6.5
10
17
25
3
200
125
100
50
32
3.3
5.4
6.6
13
20
4
315
200
125
80
50
2.6
3.9
6.2
9.6
15
5
400
250
160
100
вҖ”
2.4
3.7
5.8
9.3
6
вҖ”
315
200
125
80
3.4
5.2
8.4
13
7
вҖ”
400
250
160
100
3.0
4.7
7.3
11.5
8
вҖ”
вҖ”
315
200
125
4.2
6.6
10
10
вҖ”
вҖ”
400
250
160
3.9
6.0
9.5
12
вҖ”
вҖ”
вҖ”
315
200
5.6
8.8
14
вҖ”
вҖ”
вҖ”
400
250
5.0
8.0
18
вҖ”
вҖ”
вҖ”
вҖ”
315
7.8
22
вҖ”
вҖ”
вҖ”
вҖ”
400
7.3
жіЁпјҡеҜ№жүҖжңүжҠҪж ·ж–№жЎҲзҡ„з”ҹдә§иҖ…йЈҺйҷ©еқҮе°ҸдәҺжҲ–зӯүдәҺ5%гҖӮ
1 пјүжҠҪж ·ж–№жЎҲж‘ҳиҮӘGB/T 2828 пјҲйҮҮз”ЁзӣҙжҺҘжі•пјҢжҲ–жҹҗдәӣжғ…еҶөйҮҮз”ЁжҸ’е…Ҙжі•пјүгҖӮ
2 пјүеңЁйқһз ҙеқҸжҖ§иҜ•йӘҢзҡ„жғ…еҶөдёӢпјҢеҰӮжһңжү№йҮҸе°ҸдәҺиҰҒжұӮзҡ„ж ·жң¬еӨ§е°ҸпјҢеҲҷеә”иҝӣиЎҢ100% зҡ„жЈҖжҹҘгҖӮ
иЎЁ6 иһәзә№зҙ§еӣә件е°әеҜёзү№жҖ§д»ҘеӨ–зҡ„зү№жҖ§
зү№жҖ§
AQL
еј•з”Ёж ҮеҮҶ
жңәжў°зү№жҖ§е’ҢиЎЁйқўзјәйҷ·
йқһз ҙеқҸжҖ§жЈҖжҹҘ1пјү
0.65
GB/T 3098.1пҪһ3098.7
GB/T 3098.9пҪһ3098.11гҖҒ
GB/T 3098.15гҖҒ3098.16
GB/T 5779.1пҪһ5779.3зӯү
з ҙеқҸжҖ§жЈҖжҹҘ
1.5
еҢ–еӯҰжҲҗеҲҶ
1.5
йҮ‘зӣёзү№жҖ§
1.5
еҠҹиғҪпјҲж“ҚдҪңпјүзү№жҖ§
1.5
й•ҖеұӮ
1.5
GB/T 5267.1пҪһ5267.2зӯү
е…¶д»–2пјү
1.5
1пјүеңЁжЈҖжҹҘиЎЁйқўзјәйҷ·зҡ„иҝҮзЁӢдёӯпјҲйқһз ҙеқҸжҖ§жЈҖжҹҘпјүпјҢеҰӮжһңеҸ‘зҺ°дёҚе…Ғи®ёзҡ„иЎЁйқўзјәйҷ·пјҲеҰӮж·¬зҒ«иЈӮзјқпјүпјҢж— и®әе®ғ们зҡ„е°әеҜёеӨ§е°ҸеҰӮдҪ•пјҢеҲҷеә”жӢ’收иҜҘжЈҖйӘҢжү№гҖӮ
2пјүж №жҚ®дҪҝз”ЁжҠҖжңҜжқЎд»¶пјҢеҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ7 е№іеһ«еңҲзҡ„жңәжў°зү№жҖ§
жңәжў°зү№жҖ§1пјү
зўій’ўжҲ–еҗҲйҮ‘й’ў
дёҚй”Ҳй’ў
жңүиүІйҮ‘еұһ
AQL
зЎ¬еәҰ
0.65
0.65
вҖ”
1пјү еңЁдә§е“Ғж ҮеҮҶдёӯ规е®ҡгҖӮж №жҚ®дҪҝз”ЁжҠҖжңҜжқЎд»¶еҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ8 й”Җзҡ„жңәжў°зү№жҖ§
жңәжў°зү№жҖ§1пјү
дә§е“Ғзӯүзә§
еңҶжҹұй”ҖгҖҒеңҶй”Ҙй”Җе’Ңй”ҖиҪҙ
еј№жҖ§й”ҖгҖҒж§Ҫй”Җ
AQL
еүӘеҲҮејәеәҰ
вҖ”
1.5
зЎ¬еәҰ
0.65
0.65
1пјүеңЁдә§е“Ғж ҮеҮҶдёӯ规е®ҡгҖӮж №жҚ®дҪҝз”ЁжҠҖжңҜжқЎд»¶еҸҜиғҪиҰҒжұӮе…¶д»–зү№жҖ§гҖӮ
иЎЁ9 зӣІй“Ҷй’үзҡ„жңәжў°зү№жҖ§
жңәжў°зү№жҖ§1пјү
AQL
жҠ—жӢүејәеәҰ
1.5
еүӘеҲҮејәеәҰ
1.5
й’үиҠҜж–ӯиЈӮиҪҪиҚ·
1.5
й’үиҠҜжӢҶеҚёеҠӣ
4.0
й’үеӨҙдҝқжҢҒжҖ§иғҪ
4.0
1пјү еңЁдә§е“Ғж ҮеҮҶдёӯ规е®ҡгҖӮ
-
йҷ„еҪ•
йҷ„еҪ•A
пјҲжҸҗзӨәзҡ„йҷ„еҪ•пјү
жҺЁиҚҗзҡ„йӘҢ收жЈҖжҹҘзЁӢеәҸ
пјҲд»Ҙе°әеҜёзү№жҖ§дёәдҫӢпјү
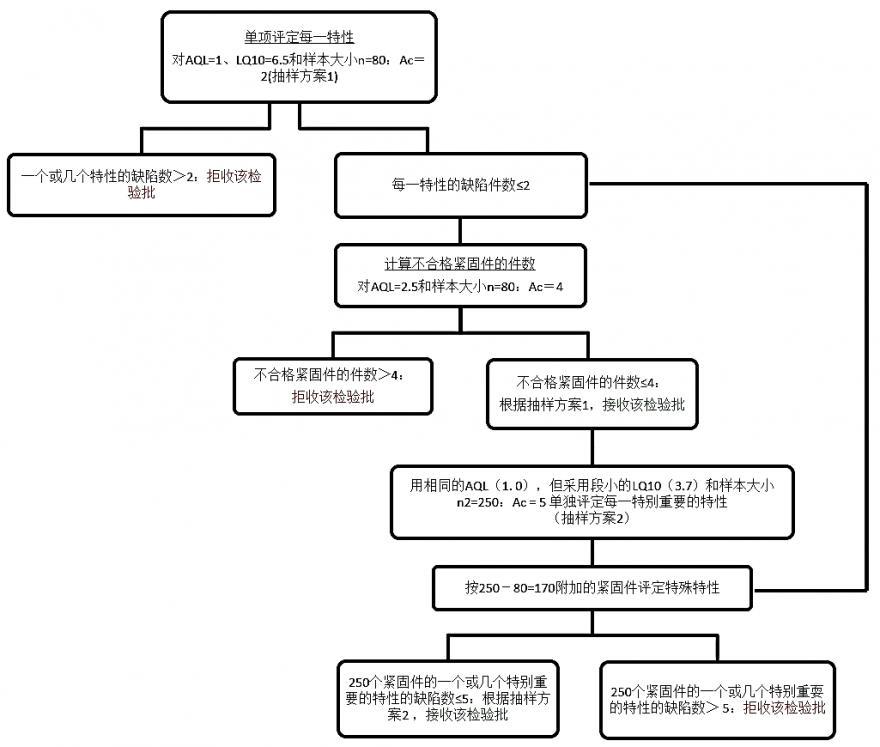
A1 ж–№жЎҲ1
дёәжЈҖйӘҢжүҖжңүе°әеҜёзү№жҖ§пјҢжҢүиЎЁ5йҖүеҸ–дёҖдёӘж ·жң¬еӨ§е°ҸпјҲnпјүгҖӮеҲҶеҲ«иҜ„е®ҡжҜҸдёҖзү№жҖ§пјҲи§ҒиЎЁlпҪһиЎЁ4пјүгҖӮ
еҪ“жЈҖйӘҢжү№йҖҡиҝҮеҗ„еҚ•йЎ№зү№жҖ§жЈҖйӘҢеҗҺпјҢдёҚеҗҲж јзҙ§еӣә件жҢүд»ҘдёӢж–№жі•иҜ„е®ҡпјҡ
вҖ”вҖ”и®Ўз®—еңЁжүҖжңүзү№жҖ§жЈҖйӘҢдёӯеҸ‘зҺ°зҡ„дёҚеҗҲж јзҙ§еӣә件зҡ„ж•°йҮҸпјҲдёҖдёӘзҙ§еӣә件жңүдёҖдёӘжҲ–еҮ дёӘзјәйҷ·ж—¶пјҢеқҮжҢүдёҖдёӘдёҚеҗҲж јзҙ§еӣә件жұҒпјҢи§Ғ3.10пјүпјӣ
дёҖдёҖжҜ”иҫғдёҚеҗҲж јзҙ§еӣә件зҡ„件数дёҺAcеҖј[зӣёеә”дәҺж ·жң¬еӨ§е°ҸпјҲnпјүе’ҢиЎЁ1еҜ№дёҚеҗҲж јзҙ§еӣә件з»ҷеҮәзҡ„AQLеҖјпјҪпјҢд»ҘзЎ®е®ҡжҺҘ收жҲ–жӢ’收иҜҘжЈҖйӘҢжү№гҖӮ
зЁӢеәҸ1

A2 ж–№жЎҲ2
дёәжЈҖйӘҢжүҖжңүе°әеҜёзү№жҖ§пјҢжҢүиЎЁ5йҖүеҸ–дёҖдёӘж ·жң¬еӨ§е°ҸпјҲn1пјүгҖӮйҰ–е…ҲпјҢйҮҮз”Ёж ·жң¬еӨ§е°Ҹn1е®һж–Ҫж–№жЎҲl规е®ҡзҡ„зЁӢеәҸгҖӮеҪ“жЈҖйӘҢжү№йҖҡиҝҮжЈҖйӘҢеҗҺпјҢдҪҝз”ЁиҖ…еҸҜд»ҘеҶіе®ҡпјҢйҮҮз”ЁжҢүиЎЁ5жҸҗй«ҳзҡ„ж ·жң¬еӨ§е°Ҹе’ҢеҗҲж јеҲӨе®ҡж•°еҜ№зү№еҲ«йҮҚиҰҒзҡ„зү№жҖ§иҝӣиЎҢеҲӨе®ҡгҖӮ
然еҗҺпјҡ
вҖ”вҖ”жҢүиЎЁ5йҖүжӢ©дёҖдёӘиҫғеӨ§зҡ„ж ·жң¬еӨ§е°ҸпјҲn2пјүпјӣ
вҖ”вҖ”еҜ№зү№еҲ«йҮҚиҰҒзҡ„зү№жҖ§пјҺз”Ёйҷ„еҠ зҡ„ж ·жң¬пјҲn2пјҚn1пјүиҝӣиЎҢжЈҖйӘҢпјӣ
вҖ”вҖ”ж №жҚ®иЎЁ5пјҢжҢүж ·жң¬еӨ§е°ҸпјҲn2пјүе’ҢAQLеҖјзЎ®е®ҡзҡ„AcеҖјпјҢеҜ№иҜҘйӘҢ收жү№еҲӨе®ҡжҺҘ收жҲ–жӢ’收гҖӮ
зЁӢеәҸ2
йҷ„еҪ•B
пјҲжҸҗзӨәзҡ„йҷ„еҪ•пјү
жң¬ж ҮеҮҶеҹәжң¬и§„еҲҷзҡ„еҜјзӨәдёҺи§ЈйҮҠ
B1 жҖ»еҲҷ
еңЁеӨ§йҮҸз”ҹдә§дёӯпјҢйҒҝе…Қдә§з”ҹдёҚеҗҲж јзҙ§еӣә件жҳҜдёҚеӨ§зҺ°е®һзҡ„пјҺе°Өе…¶еңЁеӨ§жү№йҮҸдә§е“ҒдёӯпјҢеҸҜиғҪеҒ¶е°”еҮәзҺ°дёҖдәӣдёҚеҗҲж јзҙ§еӣә件гҖӮйҖҡеёёпјҢжҠҖжңҜиҰҒжұӮд№ҹдёҚйңҖиҰҒжӢЈеҮәдёҚеҗҲж јзҡ„зҙ§еӣә件пјҺеӣ еңЁд»»дҪ•жғ…еҶөдёӢпјҢиҝҷйғҪжҳҜдёҖдёӘеӣ°йҡҫдё”дёҚз»ҸжөҺзҡ„зЁӢеәҸгҖӮ
жҜҸдёӘдёҚеҗҲж јзҙ§еӣә件йғҪеҸҜиғҪеҜ№йў„жңҹдҪҝз”ЁжңүдёҚеҲ©еҪұе“ҚиҖҢеј•иө·з”іиҜүгҖӮ
жҹҗдәӣйңҖж–№иҰҒжұӮйҖҗдёӘжЈҖйӘҢжҜҸдёӘзҙ§еӣә件пјҢ并еҲҶйҖүеҮәдёҚеҗҲж јзҙ§еӣә件гҖӮеҝ…иҰҒж—¶иҝҳе°ҶжҸҗеҮәз”іиҜүгҖӮжң¬ж ҮеҮҶ规е®ҡзҡ„зЁӢеәҸе’ҢAQLеҖјдёҚйҖӮз”ЁдәҺиҝҷз§Қжғ…еҶөгҖӮ
йҖҡеёёпјҢд»…з”ұйңҖж–№еҜ№еӨ§жү№зҙ§еӣә件иҝӣиЎҢйҡҸжңәжҠҪж ·гҖӮз”ұдәҺйҮҮз”ЁйҡҸжңәжЈҖйӘҢпјҢеҜ№жЈҖйӘҢжү№дёӯе®һйҷ…еӯҳеңЁзҡ„дёҚеҗҲж јзҙ§еӣә件数йҮҸпјҢе…Ғи®ёд»ҘдёҚеҗҢзЁӢеәҰзҡ„жҰӮзҺҮжҺЁеҜјеҮәжңүе·®ејӮзҡ„з»“и®әгҖӮиҜҘжҰӮзҺҮеҸ–еҶідәҺж ·жң¬еӨ§е°ҸпјҲжЈҖжҹҘзЁӢеәҰпјүгҖӮ
B2 зӣ®зҡ„
жң¬ж ҮеҮҶз»ҷеҮәзҡ„жҠҖжңҜжқЎд»¶пјҢеңЁжңӘзҹҘж•ҙжү№дә§е“ҒдёӯдёҚеҗҲж јзҙ§еӣә件жүҖеҚ еҮҶзЎ®жҜ”зҺҮзҡ„жғ…еҶөдёӢпјҢдёәзЎ®е®ҡдә§е“ҒиҙЁйҮҸжҸҗдҫӣдәҶе®ўи§Ӯзҡ„еҲӨж–ӯдҫқжҚ®гҖӮеҜ№йӮЈдәӣдёҚеҗҲж јзҙ§еӣә件зҡ„жҜ”зҺҮе°Ҹзҡ„пјҲе°ҸдәҺAQLеҖјпјүжЈҖйӘҢжү№пјҢеҰӮжһңйҮҮз”ЁдёҚйҖӮеҪ“зҡ„жҠҪж ·ж–№жЎҲпјҲеҰӮж ·е“ҒеӨ§е°ҸnеӨӘе°ҸпјүпјҢиҖҢиў«дёҚжҒ°еҪ“ең°е®ҡдёәи¶…еҮәдәҶиҰҒжұӮпјҢеҲҷйңҖиҰҒе°ҪеҸҜиғҪзҡ„еҜ№дҫӣж–№жҸҗдҫӣдҝқжҠӨгҖӮ
B3 第1з« зҡ„иғҢжҷҜжғ…еҶө
жң¬ж ҮеҮҶ规е®ҡзҡ„еҗҲж јиҙЁйҮҸж°ҙе№іпјҲAQLеҖјпјүе’ҢжҠҪж ·ж–№жЎҲпјҢеҜ№дәҺзјәйҷ·жҜ”зҺҮзӯүдәҺAQLеҖјзҡ„жү№зҡ„жӢ’收жҜ”дҫӢпјҢеҚіз”ҹдә§иҖ…йЈҺйҷ©дёҚи¶…иҝҮ5%гҖӮ
жң¬жҠҖжңҜжқЎд»¶дёҖж–№йқўдҝқжҠӨдҫӣж–№пјҢеҸҰдёҖж–№йқўд№ҹз»ҷдәҲйңҖж–№з”ұдәҺжҠҖжңҜеҺҹеӣ йҖүжӢ©йңҖиҰҒзҡ„жҠҪж ·ж–№жЎҲзҡ„иҮӘз”ұеәҰгҖӮ
еӣ жӯӨпјҢйңҖж–№еҸҜж №жҚ®д»ҺеҗҢдёҖдҫӣж–№пјҲиҙЁйҮҸеҸІпјүд»ҘеҫҖжҺҘ收жү№дёӯиҺ·еҫ—зҡ„з»ҸйӘҢе’ҢеҜ№дә§е“ҒеҠҹиғҪзҡ„жҠҖжңҜиҰҒжұӮпјҢзЎ®е®ҡжЈҖйӘҢиҢғеӣҙгҖӮж ·жң¬еӨ§е°Ҹи¶ҠеӨ§пјҲеҚіжҠҪж ·ж–№жЎҲзҡ„LQеҖјжҺҘиҝ‘AQLпјүпјҢеҲҷеҜ№дёҚеҗҲж јзҙ§еӣә件зҡ„жҜ”зҺҮжҳҺжҳҫең°и¶…еҮәAQLеҖјзҡ„дә§е“Ғжү№иҫЁеҲ«зҡ„жҰӮзҺҮи¶Ҡй«ҳпјӣеӣ жӯӨпјҢе…¶е·ҘдҪңйҮҸе’Ңж¶үеҸҠзҡ„иҙ№з”Ёд№ҹи¶ҠеӨ§гҖӮйңҖж–№еҸҜиҝҗз”Ёжң¬йӘҢ收规еҲҷпјҢеҜ№зү№е®ҡзҡ„зҺҜеўғжқЎд»¶йҖүжӢ©жңҖдҪіжҠҖжңҜе’Ңз»ҸжөҺеҸӮж•°гҖӮ
B4 第4з« зҡ„иғҢжҷҜжғ…еҶө
д»ҘдёӢд»Ӣз»ҚжҠҪж ·ж–№жЎҲпјҲж ·жң¬еӨ§е°ҸгҖҒеҗҲж јеҲӨе®ҡж•°пјүдёҺAQLе’ҢLQеҖјзҡ„е…ізі»гҖӮ
жҜҸдёҖжҠҪж ·ж–№жЎҲеқҮеҸҜз”Ёе®ғзҡ„е·ҘдҪңзү№жҖ§жӣІзәҝпјҲOCжӣІзәҝпјҢи§ҒеӣҫB1пјүжҸҸиҝ°гҖӮиҝҷдёӘжӣІзәҝжҳҫзӨәдәҶйҡҸзқҖжЈҖйӘҢжү№дёӯдёҚеҗҲж јзҙ§еӣә件зҡ„е®һйҷ…жҜ”зҺҮзҡ„еҸҳеҢ–пјҢеңЁдёҖдёӘжҠҪж ·жЈҖйӘҢдёӯеҮәзҺ°зҡ„жҺҘ收жҰӮзҺҮгҖӮеҜ№йҖӮз”Ёзҡ„жҠҪж ·и§„е®ҡдәҶе·ҘдҪңзү№жҖ§жӣІзәҝзҡ„дёӨдёӘзӮ№пјҢеҚіжҺҘ收жҰӮзҺҮдёә95%е’Ң10%зҡ„зӮ№гҖӮOCжӣІзәҝзҡ„95%зӮ№иҰҒжұӮеӨ§дәҺжҲ–зӯүдәҺ规е®ҡзҡ„AQL еҖјгҖӮOCжӣІзәҝпјҲLQ10еҖјпјүзҡ„10%зӮ№пјҢеҲҷжҳҜз”ұйңҖж–№д»»йҖүзҡ„гҖӮеҪ“жЈҖйӘҢжү№дёӯдёҚеҗҲж јзҙ§еӣә件зҡ„жҜ”зҺҮзӣёеҪ“дәҺLQ10еҖјж—¶пјҢеҲҷдјҡеј•иө·зӣёеҪ“й«ҳзҡ„пјҲ90%зҡ„жҰӮзҺҮпјүз”іиҜүжҰӮзҺҮгҖӮ
жң¬ж ҮеҮҶзҡ„иЎЁ5йҖӮз”ЁдәҺжІЎжңүиҮӘе®ҡжҠҪж ·и§„еҲҷзҡ„дҪҝз”ЁиҖ…гҖӮ
жҠҪж ·жЈҖйӘҢд»…з”ЁдәҺзЎ®е®ҡж•ҙжү№дә§е“Ғзҡ„йӘҢ收жҲ–жӢ’收гҖӮжңүдёӘеҲ«дёҚеҗҲж јзҙ§еӣә件д№ҹеҸҜиғҪдёҚеҸ—еҪұе“ҚпјӣеҚідҪҝиў«жҺҘ收пјҢжІЎжңүд»»дҪ•зјәйҷ·д№ҹжҳҜеҸҜиғҪзҡ„гҖӮ
еңЁи®Ёи®әAQLеҖјзҡ„иҝҮзЁӢдёӯпјҢйҖҡеёёи®ӨдёәпјҡеҜ№ж•ҙдёӘдәӨд»ҳзҡ„дә§е“Ғжңүзјәйҷ·зҡ„йӣ¶д»¶зәҰеҚ 5%ж—¶пјҢеҜ№зҙ§еӣә件зҡ„дҫӣж–№жҳҜдёҚз»ҸжөҺзҡ„гҖӮеӣ жӯӨжң¬ж ҮеҮҶ规е®ҡзҡ„AQLеҖје’Ңз”ҹдә§иҖ…йЈҺйҷ©пјҢд»…д»…и§ҶдёәзЎ®е®ҡжҠҪж ·ж–№жЎҲжҳҜеҗҰеҗҲйҖӮзҡ„зү№жҖ§еҖјгҖӮзҙ§еӣә件еҲ¶йҖ зҡ„иҙЁйҮҸйҖҡеёёжҳҜдјҳдәҺAQLеҖјзҡ„гҖӮ

зӨәдҫӢпјҡAQL=lгҖҒжҠҪж ·ж–№жЎҲ32/1гҖҒ80/2е’Ң400/7
еӣҫB1 жҠҪж ·ж–№жЎҲзҡ„е·ҘдҪңзү№жҖ§жӣІзәҝ
B5 еҜ№з¬¬4з« йҷ„еҠ зҡ„дҝЎжҒҜ
еҲ¶йҖ иҖ…ж №жҚ®иҮӘе·ұзҡ„еҲӨж–ӯдҪҝз”ЁеҜ№е…¶дјјд№ҺжҳҜеҗҲйҖӮзҡ„ж–№ејҸе’Ңж–№жі•пјҢеҸҜжҢүиҮӘе·ұе·ІзҹҘзҡ„еҲ¶йҖ е·ҘиүәгҖҒжқҗж–ҷгҖҒзҙ§еӣә件зҡ„еһӢејҸе’Ңзјәйҷ·еҮәзҺ°зҡ„йў‘зҺҮзӯүжЈҖйӘҢдә§е“ҒгҖӮеҰӮжһңдҪҝз”ЁдёҚеҗҢзҡ„ж–№ејҸе’Ңж–№жі•иғҪеӨҹдә§з”ҹзӣёеҗҢз»“жһңпјҢжң¬ж ҮеҮҶеҜ№еҲ¶йҖ иҖ…еңЁеҲ¶йҖ жҲ–жңҖз»ҲжЈҖйӘҢдёӯпјҢз»ҷеҮәзҡ„зЁӢеәҸе’ҢжЈҖйӘҢпјҢ并йқһејәеҲ¶дҪҝз”Ёзҡ„гҖӮ
йңҖж–№д№ҹеҸҜиғҪдҪҝз”Ёдјјд№ҺеҜ№д»–们еҗҲйҖӮзҡ„д»»дҪ•жЈҖйӘҢж–№жі•гҖӮ然иҖҢпјҢиҰҒжұӮжӣҙдёҘж јзҡ„жЈҖйӘҢпјҲеҜ№еә”иҫғдҪҺжҺҘ收жҰӮзҺҮзҡ„иҫғдҪҺAQLеҖјпјүпјҢдёҺжң¬ж ҮеҮҶзҡ„иҰҒжұӮжҳҜдёҚдёҖиҮҙзҡ„пјҢеҰӮеңЁзӯҫи®ўеҗҲеҗҢж—¶е·Ізү№еҲ« еҚҸе•ҶеҗҢж„ҸиҖ…пјҢеҲҷеҸҜд»ҘжӯӨеҲӨе®ҡжңүе…іжЈҖйӘҢжү№гҖӮ
жҹҗдәӣеҜ№и§„е®ҡе…¬е·®жҲ–жһҒйҷҗзҡ„еҒҸзҰ»ж—ўдёҚеҪұе“ҚеҠҹиғҪпјҢд№ҹдёҚеҪұе“ҚдҪҝз”Ёж—¶пјҢжҢү4.2пјҢеҜ№жӯӨзұ»й—®йўҳдёҚеә”жҸҗеҮәз”іиҜүгҖӮдҫӢеҰӮпјҢдёәжҹҗдәӣз”өй•ҖеұӮйў„з•ҷй—ҙйҡҷзҡ„жҷ®йҖҡиһәзә№пјҢеҜ№иһәзә№зҡ„еҠҹиғҪе№¶ж— еҪұе“ҚгҖӮеҰӮжһңзЁҚи®ёи¶…еҮәиһәж “иһәзә№зӣҙеҫ„зҡ„дёҠйҷҗпјҢ并且已зҹҘиҜҘиһәзә№е°ҶдёҚиҝӣиЎҢй•ҖеұӮпјҢйӮЈд№Ҳиҝҷз§ҚеҒҸе·®еҜ№иһәж “зҡ„еҠҹиғҪжҲ–дҪҝз”Ёж— еҪұе“ҚпјҢж•…дёҚеә”жҸҗеҮәз”іиҜүгҖӮ
еҰӮжһңе®һйҷ…ж•°еҖјеӨ„дәҺ规е®ҡжһҒйҷҗеҶ…пјҢж— и®әйҮҸ规е’ҢжөӢйҮҸд»ӘеҷЁзҡ„еҺҹе§ӢзҠ¶жҖҒе’ҢдҪҝз”Ёжғ…еҶөеҰӮдҪ•пјҢдёҚеҗҢзҡ„жөӢйҮҸж–№жі•е’ҢжЈҖйӘҢзЁӢеәҸеҜ№д»»дҪ•йӣ¶д»¶дёҚиғҪе®ҡдёәжңүзјәйҷ·гҖӮдҪҶдёҚйҖӮз”ЁдәҺиһәзә№пјҢеӣ дёәеҜ№иһәзә№зҡ„йҮҸ规жЈҖжҹҘжҳҜеҶіе®ҡжҖ§зҡ„гҖӮжң¬ж ҮеҮҶж¶үеҸҠзҡ„жЈҖйӘҢе’ҢжөӢйҮҸзЁӢеәҸзҡ„规е®ҡпјҢеә”жҳҜеҰӮдҪ•еңЁеҗ„з§Қж–№жі•е’ҢжЈҖжөӢиЈ…зҪ®зҡ„ж“ҚдҪңдёӯдҪ“зҺ°жң¬и§„еҲҷгҖӮеңЁд»ІиЈҒзҡ„жғ…еҶөдёӢпјҢжЈҖйӘҢж–№жі•е’ҢжөӢйҮҸиЈ…зҪ®зҡ„дёҚзЎ®е®ҡжҖ§зҡ„еҪұе“Қеә”еҢ…жӢ¬еңЁжЈҖйӘҢе’ҢжөӢйҮҸз»“жһңзҡ„иҜ„е®ҡдёӯгҖӮ
B6 第5з« зҡ„иғҢжҷҜжғ…еҶө
еңЁеӣҪ家ж ҮеҮҶзҙ§еӣә件жңәжў°жҖ§иғҪпјҲеҰӮGB/T 3098.1гҖҒGB/T 3098.2жҲ–GB/T 3098.4пјүжҲ–е°әеҜёпјҲдә§е“Ғпјүж ҮеҮҶдёӯжңӘ规е®ҡжһҒйҷҗзҡ„жҖ§иғҪпјҢеңЁзү№ж®Ҡжғ…еҶөдёӢеҸҜиғҪжҳҜйҮҚиҰҒзҡ„жҖ§иғҪиҰҒжұӮгҖӮдёәйҒҝе…Қдәүи®®пјҢе…Ғи®ёзҡ„жһҒйҷҗеҖјжҲ–жһҒйҷҗж ·д»¶пјҲжҲ–дәҢиҖ…пјүпјҢеә”еңЁи®ўиҙ§ж—¶еҚідәҲдәӨжөҒгҖӮ
еҜ№иҜ„е®ҡжҖ§иғҪзҡ„еӨ§еӨҡж•°йӣ¶д»¶е·Іи§„е®ҡдәҶжһҒйҷҗеҖјгҖӮж №жҚ®йӣ¶д»¶зҡ„еҠҹиғҪе’ҢеҒҸзҰ»жһҒйҷҗзҡ„зЁӢеәҰжҹҘеҮәзјәйҷ·пјҢеңЁзү№е®ҡзҡ„жғ…еҶөдёӢпјҢдҫӣж–№е’ҢйңҖж–№еҸҜиғҪиҫҫжҲҗжңүе…іжҺҘ收гҖҒжӢ’收жҲ–еҶҚеҠ е·ҘжҲ–йҮҚж–°еӨ„зҗҶпјҢ并е°ҪеҸҜиғҪеҢ…жӢ¬еӨҚжЈҖзҡ„еҚҸи®®гҖӮ
и®°еҪ•з”ұеҗҢдёҖдҫӣиҙ§ж–№жҸҗдҫӣзҡ„дёҚеҗҢжү№дә§е“Ғзҡ„жЈҖжҹҘз»“жһңпјҢ并еҸҜеңЁдёҖдёӘзү№е®ҡе‘Ёжңҹдёӯз”Ёз»ҹи®Ўж–№жі•з»ҳеҲ¶иЎЁзӨәиҜҘдҫӣж–№зҡ„иҙЁйҮҸж°ҙе№іеӣҫгҖӮеӣ жӯӨпјҢдёәиҜ„е®ҡжҜҸдёҖдҫӣж–№иҙЁйҮҸж°ҙе№ізҡ„е…ёеһӢж–Ү件пјҢжҺЁиҚҗйқһз ҙеқҸжҖ§е’Ңз ҙеқҸжҖ§жЈҖжҹҘеә”жҳҜиҝһз»ӯе’Ңе®ҡжңҹи®°еҪ•зҡ„з»“жһңпјҲдёәиҺ·еҫ—з»ҹи®Ўзҡ„еҹәзЎҖпјүгҖӮ
жӣҙеӨҡзӣёе…іж•°жҚ®
| иҲӘеӨ©иЎҢдёҡ иһәжҜҚ жқҗж–ҷж Үеҝ—пјҲQJ 3146.1-2002пјү | |
| зҙ§еӣә件 йӘҢ收жЈҖжҹҘ | |
| зҙ§еӣә件 ж Үеҝ—дёҺеҢ…иЈ… | |
| зҙ§еӣә件 иҙЁйҮҸдҝқиҜҒдҪ“зі» |