在机械装配、钢结构施工和设备制造领域,组装一套通孔螺栓螺母时,你会拧哪一头?
很多人回答:“哪边方便拧哪边”。
但在工程标准和高可靠性装配中,通常推荐一个黄金法则:在具备施工空间的前提下,能拧螺母,尽量拧螺母。这并非墨守成规,而是基于严谨的力学与工艺逻辑。
01. 扭矩误区
很多人以为,扭矩扳手设定为100 N·m,螺栓就一定获得对应夹紧力。
事实上,这是一个巨大误区!
在紧固一个普通螺纹连接时,施加的扭矩绝大部分都在与摩擦力「内耗」,真正转化为轴向夹紧力的只有极少一部分:
- 螺纹摩擦消耗约50%;(克服螺纹旋合阻力)
- 支承面摩擦消耗约40%;(克服接触面旋转阻力)
- 真正转化为轴向夹紧力的不足10%
核心逻辑:摩擦力只要产生1%的波动,夹紧力就可能出现10%的偏差。因此,决定连接质量的关键,不仅是扭矩值,更是如何最大程度地稳定摩擦状态。
02. 为何先拧螺母
1. 拉伸 vs 扭转
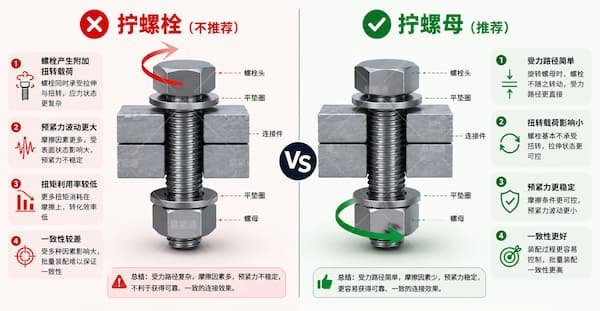
拧螺母时:螺栓不旋转,仅承受纯拉伸应力,预紧力易控;
拧螺栓时:螺栓杆承受扭转+剪切复合应力,预紧力波动大,易屈服断裂。
2. 平整面 vs 几何干涉
螺栓头下圆角易与孔边或垫圈干涉,导致摩擦系数突变;
螺母端面加工精度高、平面度好,接触更均匀,摩擦更稳定。
受力对比总结:拧螺栓受力路径复杂,摩擦变量多,预紧力波动大;拧螺母螺栓无扭转载荷,摩擦状态稳定,批量装配一致性更好。
03. “假紧”迷局
在现场,经常遇到扭矩达标、产品合格,但设备使用一段时间后依然松动的怪事。排除质量问题后,底层原因往往是装配时的摩擦失控,导致了“假紧”:
- 装配时润滑失控:表面有未擦净的防锈油、切削液或杂质,使摩擦力骤降,致使螺栓实际承受的拉力超载,后期极易发生塑性松弛;
- 表面有异物或生锈:致使摩擦剧增,扳手大部分的力都消耗在生锈的螺纹上,真正转化为夹紧力的可能连5%都不到。设备一震动或微小的间隙释放,连接点迅速松动。
04. 避坑指南
遇到螺栓松动,先别急着质疑产品质量。
- 确认为通孔连接还是盲孔连接: 如果是盲孔连接(基体自带螺纹),则只能拧螺栓;如果是通孔连接,优先确保“固定螺栓,旋转螺母”。
- 检查工人的双工具配合: 现场是否只用一把扳手在单侧硬拧?正确的做法是一侧用呆扳手卡死,另一侧用扭矩扳手施加标准规范。
- 保持摩擦界面一致性: 严格规范垫圈的放置、接触面的除锈与润滑状态。
下次巡检时,不妨多看一眼:操作工拧的,是螺栓头,还是螺母?